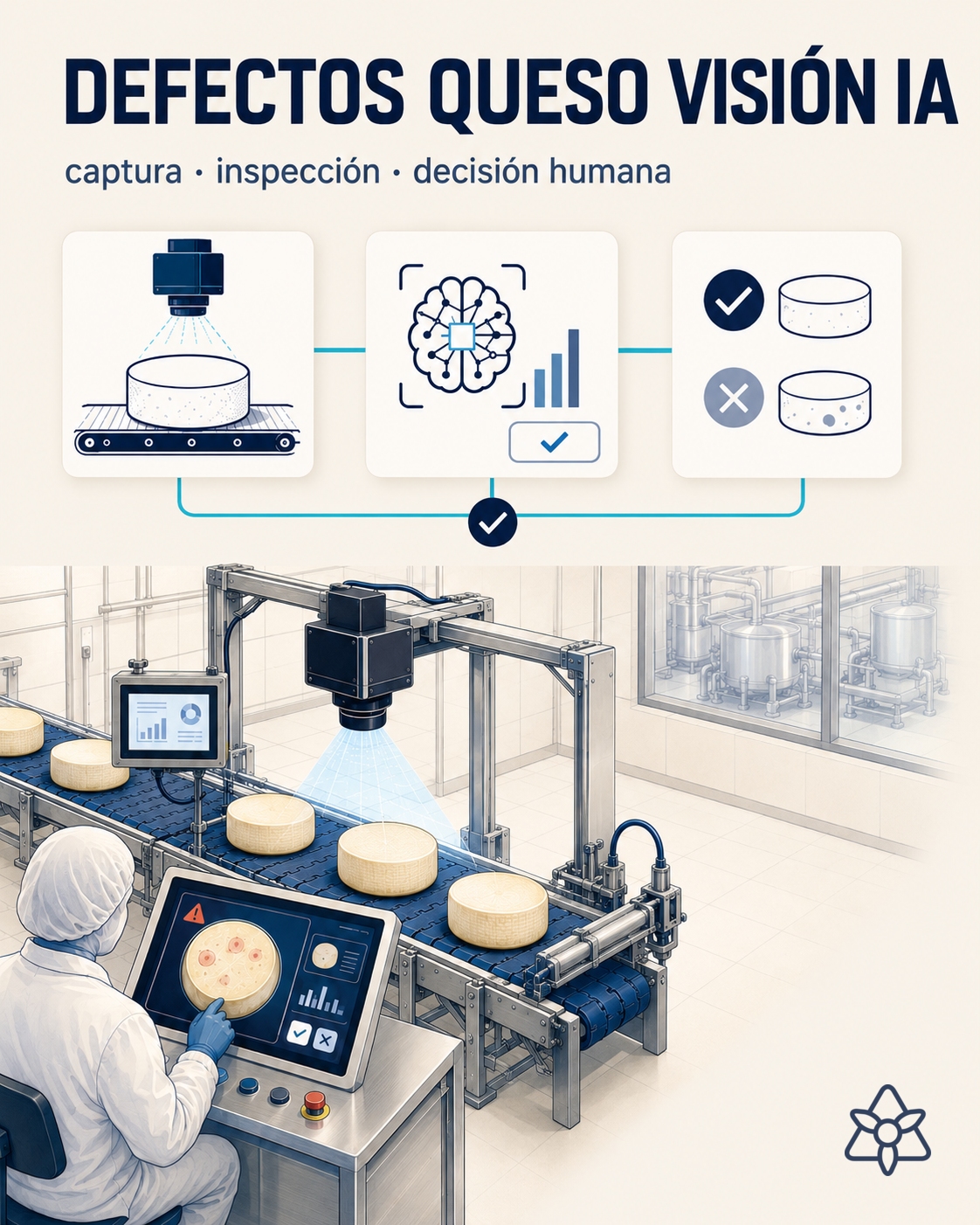
Detección de defectos en queso con visión IA — sin parar línea y sin depender del ojo del final de turno.
Los defectos visuales del queso — grietas, ojos anómalos, deformación — eran inspección manual al final de línea. iLEAN Vision los detecta en continuo, enruta cada pieza dudosa al agente de calidad y, cuando hace falta, activa el rechazador. Asistir y simplificar, no sustituir: el operario decide mejor y con menos peso.
Final de línea, último turno, ojo cansado: el defecto que pasa el filtro.
El defecto de queso casi nunca es masivo — es una rueda de cada cierto número, una grieta fina que solo se ve girando la pieza, un ojo anómalo que aparece en el corte que el cliente final hace en su charcutería. El sistema clásico es un operario al final de la línea inspeccionando cada rueda. Funciona — el 99% de las veces. Pero hay tres condiciones de planta que lo erosionan:
- Fatiga visual: a las 7 horas de turno, el cerebro filtra. El operario sigue mirando, pero ya no ve lo mismo.
- Variabilidad de criterio: lo que un operario rechaza, otro lo deja pasar. La calidad del lote depende de quién esté de turno.
- Defecto fino: una grieta capilar de 0,3 mm en una corteza moteada es invisible al ojo a la velocidad de la línea — pero es visible para una cámara con un modelo entrenado en grietas reales de tu propia planta.
El reproche fácil sería «el operario lo hace mal». Y es injusto — lo hace bien dentro de lo que un ser humano puede hacer durante 8 horas mirando ruedas. El problema no es la persona, es el problema. La IA, ahora, lo resuelve.
iLEAN no echa al operario — le quita el trabajo bobo y le deja el que importa.
La escalera de verbos importa: resolver → automatizar → mecanizar → simplificar → asistir. iLEAN planta bandera en simplificar y asistir, no en automatizar. La cámara no echa al operario; le quita las 7 horas de mirar lo que estaba bien y le deja las 30 piezas dudosas que de verdad piden criterio. Esa es la diferencia entre la fábrica a oscuras y la fábrica potenciada.
Edge ve cada rueda y se queda con las dudosas. El agente las enruta al responsable de calidad. La persona firma — el sistema no decide solo. El conocimiento del operario se queda en planta como patrón.
Las tres piezas iLEAN aplicadas a la detección visual en queso:
- Edge — terminal con visión artificial (CNN) montado sobre la cinta del fin de línea. Detecta grietas, ojos anómalos, deformación, manchas. Activa el actuador que ya tengas (expulsor, semáforo) en milisegundos. Funciona sin red: si la planta se queda sin WiFi, la cámara sigue clasificando y rechazando con la luz del cuadro.
- Connect — captura las decisiones de los operarios sobre las piezas dudosas («esta sí pasa», «esta no, marca esto») por la vía que ya usen: pinganillo, móvil, foto. Cada decisión engrosa el modelo. La planta es la que enseña al sistema, no al revés.
- Agente — clasifica las piezas dudosas, prepara la estadística por turno y por línea, y avisa cuando un patrón se acelera (la grieta de la línea 2 ha subido un 40% esta semana — probable que la pasta esté distinta). La persona firma; el agente propone, no para la línea solo.
Inspección humana exhaustiva vs. inspección por excepción con visión IA
| Aspecto | Operario al fin de línea | Con iLEAN Vision + agente |
|---|---|---|
| Cobertura | Las que el ojo alcanza a la velocidad de línea | Todas las piezas, sin excepción |
| Criterio | Variable según operario y hora | Modelo único entrenado con tus defectos |
| Defecto fino (grieta capilar, ojo sutil) | Se cuela al final del turno | Se detecta a cualquier hora del día |
| Carga de trabajo del operario | 8 horas mirando ruedas | Tiempo libre para decisiones reales |
| Estadística de defecto por turno | A mano, semanal, agregada | Automática, por línea y por hora |
| Funcionamiento sin red | n/a | Edge sigue clasificando con la luz del cuadro |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico.
- Línea de fin de línea con cinta y operarios inspeccionando, mix de quesos curados o de mesa. Piloto Vision sobre una línea.
- Primer valor esperable en pocas semanas: detección operativa de las 2-3 familias de defecto que más rechazan, integración con el actuador existente, estadística por turno.
- Payback orientativo entre 4 y 9 meses, según el % actual de defectos que llegan al cliente, el coste de reclamación/devolución, y las horas-hombre liberadas de inspección exhaustiva.
- Palancas duras: reducción de defectos que llegan al cliente ≥ 30% (estimación conservadora); liberación de tiempo de operario para tareas que de verdad piden criterio; estadística por turno que permite atacar la causa raíz.
Y la duda razonable del responsable de calidad
«¿Y si la IA me confunde dos defectos parecidos?» — preempción positiva: la visión no es un detector que diga «defecto sí/no» y ya. Es un clasificador que etiqueta y deja la duda al humano cuando la confianza no es alta. Las piezas claras (que el modelo ya ha visto miles de veces) se procesan solas; las dudosas — la frontera del modelo — van a la pantalla del operario, que las decide y firma. En tareas ancladas como esta (mirar una imagen y compararla con patrones), los mejores modelos llevan el error por debajo del 1,5% [2]; el resto lo decide la persona, no el sistema.
[1] Estándar de calidad en automoción del orden de 25 PPM — Symestic.
[2] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre detección de defectos visuales en queso
¿Qué defectos puede entrenarse a detectar?
Lo típico en queso de mesa o curado: grietas en corteza, ojos anómalos (presencia o tamaño fuera de spec según el tipo), deformación de la rueda, manchas y colores fuera de patrón, caracteres del marcaje ilegibles, defectos de envasado al vacío visibles (arrugas, pliegues, restos). La librería base cubre la mayoría; los defectos específicos de tu mix se enseñan al modelo con piezas reales de tu propia planta en pocos días — esta es la parte que hace que la visión sirva: el modelo lo entrenamos con tus defectos, no con los de un catálogo.
¿Funciona con la luz de planta normal?
Sí — y esto es importante. Las soluciones que solo funcionan con tunel de luz controlada e iluminación calibrada hacen inviable el despliegue en muchas plantas que ya están construidas. iLEAN Edge incorpora visión robusta a condiciones reales: cambios de luz por hora del día, vapor de la línea de envasado, salpicaduras. Donde la luz es muy mala añadimos un anillo led estándar barato; donde es razonable, ni eso. La inmersión IA mide la cámara real y decide — no se vende lo que no se va a usar.
¿Cómo se enseña un defecto nuevo al sistema?
Con pocas piezas reales — no con miles. El responsable de calidad guarda durante unos turnos las ruedas que rechazó por el defecto nuevo, las pasa por la cámara con la etiqueta «esto es defecto X», y el modelo se reentrena en horas. Si el defecto es raro, se aumentan las imágenes con técnicas estándar. La base de conocimiento se va volviendo más tuya cada semana, y el día que el responsable de calidad cambie, el conocimiento ya no se va con él — está en el sistema como patrón persistente.
¿Marca físicamente el queso defectuoso?
Edge puede activar el actuador que ya tengas (expulsor neumático, brazo desviador, semáforo + parada controlada), o uno nuevo si no hay nada. La mano sigue siendo del cliente: tres modos configurables — rechazo automático con registro, marcado para revisión manual, o solo aviso sin acción física. Es el mismo planteamiento que en el caso del powder coating de automoción: detectar a tiempo + actuar a tiempo, sin esperar a que el defecto llegue a paletizado y se mezcle con el resto.
¿Reduce la inspección humana al 100%?
No — y prometerlo sería un antipatrón. Lo que hace es cambiar la inspección humana de exhaustiva a por excepción: el operario deja de mirar cada rueda y pasa a revisar solo las que el sistema marca como dudosas (la frontera del modelo). Eso libera mucho tiempo y, sobre todo, libera el coste del error humano por fatiga al final de un turno largo. Asistir y simplificar — el operario sigue ahí, decide mejor y con menos peso, y el conocimiento de planta no se pierde.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado de la visión IA en tu fin de línea.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h Ver alimentaria