Mantenimiento predictivo en robot KUKA / Fanuc / ABB — una reductora rota para la línea entera.
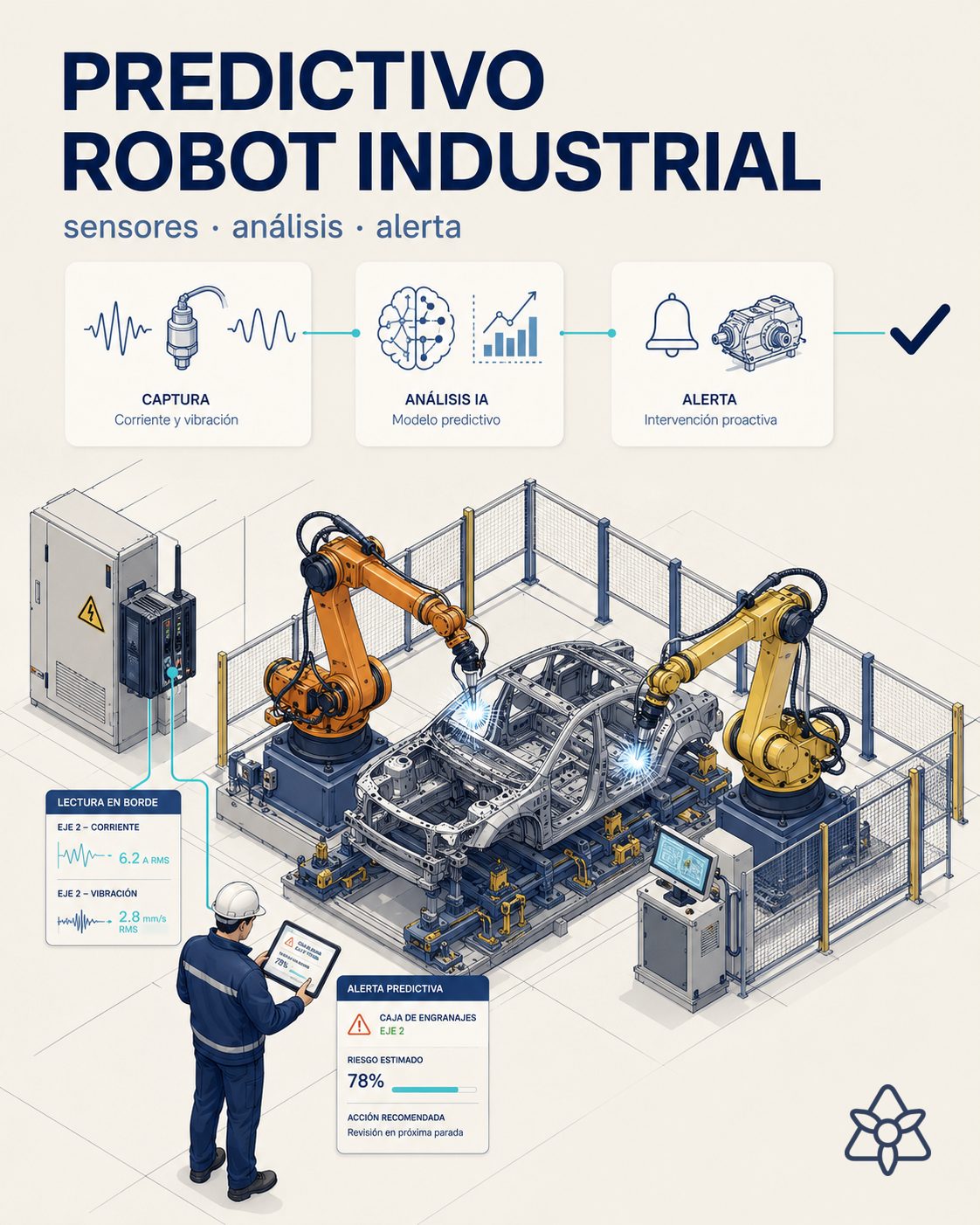
Una reductora cicloidal de robot que se rompe sin avisar para la línea de soldadura entera, durante horas o turnos. iLEAN combina vibración, corriente y temperatura de cada eje con el histórico de fallos de tu propia planta para predecir el fallo de reductora semanas antes y trasladar la intervención a la próxima parada planificada. La persona firma la orden.
Mantenimiento «cuando se rompe» en una flota de 50 robots no se sostiene.
En una línea de soldadura de carrocería con flota mixta KUKA, Fanuc y ABB, el responsable de mantenimiento convive con tres realidades incómodas:
- Mantenimiento preventivo por horas — cambias reductoras que aún tienen vida y dejas en línea otras que ya están al borde. La planificación por calendario o por horas de servicio es bruta para una pieza tan crítica.
- Datos del controlador que nadie cruza — KUKA, Fanuc y ABB ya entregan corriente por eje, par estimado y temperatura del servomotor en sus protocolos, pero esos datos viven en cada controlador y nadie los pone en una serie temporal larga que permita comparar.
- Histórico del GMAO que no se aprovecha — el SAP PM, el Maximo o el GMAO propio guardan cada cambio de reductora, cada correctivo, cada paro. Información oro para entrenar — y aislada de los datos del controlador.
Cuando la reductora cicloidal de un eje 3 falla sin aviso en mitad del turno, la línea entera se para. La pieza cuesta unos miles; la parada cuesta órdenes de magnitud más. Y la conversación al día siguiente, con el director de planta, gira siempre sobre la misma idea: «esto se tenía que haber visto venir». Y, técnicamente, casi siempre se podía.
iLEAN no cambia de robot — pone en una sola serie la señal del controlador y el histórico del GMAO.
El problema no es falta de dato; es que el dato del controlador y el dato del GMAO viven en islas distintas y nadie los cruza en una serie temporal que permita aprender. iLEAN actúa como la masilla que rellena ese hueco, sin pedirte que cambies de marca de robot ni de GMAO.
Edge captura vibración, corriente y temperatura por eje. Connect importa el histórico del GMAO. El Brain construye la firma de degradación de tu flota y el agente prepara la orden de trabajo. La persona firma — nunca al revés.
Las tres piezas iLEAN aplicadas al mantenimiento predictivo de robot:
- Edge — terminal que captura la señal del controlador (KUKA, Fanuc, ABB) por OPC UA / RobotWebServices / FOCAS, con su frecuencia nativa. Si el Pareto pide más resolución, suma acelerómetros triaxiales económicos en muñeca y base, sincronizados con el log. Funciona sin red — la captura sigue aunque la planta pierda WiFi.
- Connect — importa el histórico del GMAO (SAP PM, IBM Maximo, Infor EAM) y lo cruza con la señal. Y captura lo que llega por fuera (boletín de la marca con alerta de lote de reductora, recomendación del integrador) en el segundo cero.
- Agents + Brain — entrenan la firma de degradación específica de tu flota (tu ciclo, tus cargas, tus pinzas), detectan desviaciones con semanas de antelación y preparan la orden de trabajo prerrellenada para la próxima parada planificada. El responsable de mantenimiento firma — iLEAN no abre órdenes de trabajo solo.
Mantenimiento por horas + correctivo vs. predictivo con iLEAN
| Aspecto | Preventivo por horas + correctivo | Con iLEAN Edge + Connect + Agents + Brain |
|---|---|---|
| Decisión de cambio | Calendario o catastrofe | Firma de degradación específica por eje |
| Antelación al fallo | 0-días en muchos casos | Semanas en la mayoría |
| Multi-marca (KUKA/Fanuc/ABB) | Tres consolas, tres protocolos | Un solo agente sobre los tres controladores |
| Histórico del GMAO | Archivado, no aprovechado | Entrena la firma propia de tu flota |
| Orden de trabajo | Abierta a mano, posterior al fallo | Prerrellenada por el agente, firma humana, ventana planificada |
| Funcionamiento sin red | n/a | Edge sigue capturando y registrando localmente |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico de inmersión.
- Línea de soldadura o manipulación con 30-80 robots mixtos KUKA + Fanuc + ABB, GMAO ya operativo (SAP PM, Maximo, Infor EAM o propio).
- Piloto Edge + Connect sobre una célula de 6-10 robots con mayor histórico de fallos de reductora. Primer valor esperable en pocas semanas: serie temporal unificada y dashboard de salud por eje.
- Payback orientativo entre 4 y 9 meses, según número de paradas correctivas por reductora al año, coste-hora de la línea y peso del cambio preventivo prematuro.
- Palanca dura: reducción ≥ 30% de paradas no programadas con causa raíz «reductora robot» en el primer año (estimación a validar). Una sola parada larga evitada paga el piloto.
El estándar y la duda razonable del CAIO
La industria mide la calidad en órdenes de 25 PPM en producto [1]; en disponibilidad de robot, la regla equivalente es trasladar correctivos a planificados. La duda razonable del CAIO («¿y si el modelo alucina sobre el estado de la reductora?») se desactiva: la IA aquí no inventa — clasifica una señal contra el histórico real de tu flota. En tareas ancladas al dato del controlador y al histórico del GMAO, los mejores modelos bajan el error por debajo del 1,5% [2]. Y aun así, lo crítico no se decide solo: iLEAN propone la orden de trabajo, el responsable de mantenimiento firma.
[1] Estándar 25 PPM de calidad en automoción — Symestic.
[2] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre mantenimiento predictivo de robot industrial
¿Funciona con KUKA, Fanuc y ABB en la misma planta?
Sí. iLEAN Connect lee de los tres controladores principales con sus protocolos nativos: KUKA por KUKA.OPC UA / KUKA.RobotInterface, Fanuc por R-30iB / FOCAS / OPC UA, ABB por RobotWebServices / Robot Application Builder. Lo importante es que el modelo de degradación se entrena sobre las señales comunes (corriente por eje, par estimado, temperatura del servomotor, vibración si hay acelerómetro) — no sobre la marca. En una planta con flota mixta (típico en líneas de soldadura de carrocería) el mismo agente cubre las tres marcas y aprende los modos de fallo propios de cada familia de reductora.
¿Hace falta instalar sensores adicionales en el robot?
Para empezar, casi nunca. Los controladores KUKA, Fanuc y ABB ya entregan corriente por eje, par estimado y temperatura del servomotor — y con eso solo, el modelo de iLEAN ya detecta la mayoría de degradaciones de reductora con margen útil. Si tu Pareto de fallos pide más resolución (típicamente: detección temprana de fatiga en reductora cicloidal), iLEAN Edge puede sumar acelerómetros triaxiales económicos (ICP) en muñeca y base, sincronizados con el log del controlador. Empezamos por lo que ya tienes; el sensor adicional se justifica caso a caso, no por defecto.
¿Aprende del histórico de fallos de la propia planta?
Sí — y es la palanca que diferencia un sistema serio de un dashboard bonito. iLEAN Connect importa el histórico del GMAO (órdenes de trabajo correctivas, cambios de reductora, intervenciones de la marca), lo cruza con el histórico de señal del controlador en los meses previos a cada fallo y el Brain construye la firma de degradación propia de tu flota. Esa firma propia rinde mucho mejor que un modelo genérico — porque tu ciclo de trabajo, tus pinzas de soldadura y tus cargas no se parecen a las de otra planta.
¿Se integra con el GMAO ya en uso (SAP PM, IBM Maximo, Infor EAM, GMAO propio)?
Sí. iLEAN Connect lee y escribe contra los GMAO estándar (SAP PM, IBM Maximo, Infor EAM, Ultimo) por API o por integración intermedia. Cuando el Brain detecta una desviación que merece intervención, el agente prepara la orden de trabajo prerrellenada (robot, eje, síntoma, fecha óptima de intervención dentro de la próxima parada planificada) y la deja para que el responsable de mantenimiento la firme. iLEAN no abre órdenes de trabajo sin que una persona valide — esa decisión es de mantenimiento, no del sistema.
¿Cuánto se puede reducir la parada no programada?
En flotas de robots de soldadura/manipulación de chapa, el mayor coste no es la pieza (la reductora cuesta unos miles) — es la parada de línea no planificada (decenas de miles por hora, en algunas plantas seis cifras). El objetivo razonable es desplazar la intervención correctiva a una intervención planificada dentro de una parada programada de mantenimiento. El orden de magnitud a presentar al comité es una reducción ≥ 30% de paradas no programadas con causa raíz «reductora robot» en el primer año (estimación a validar con tu histórico). Una sola parada larga evitada paga el sistema.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado de este proyecto de IA para tu flota de robots.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h Ver automoción