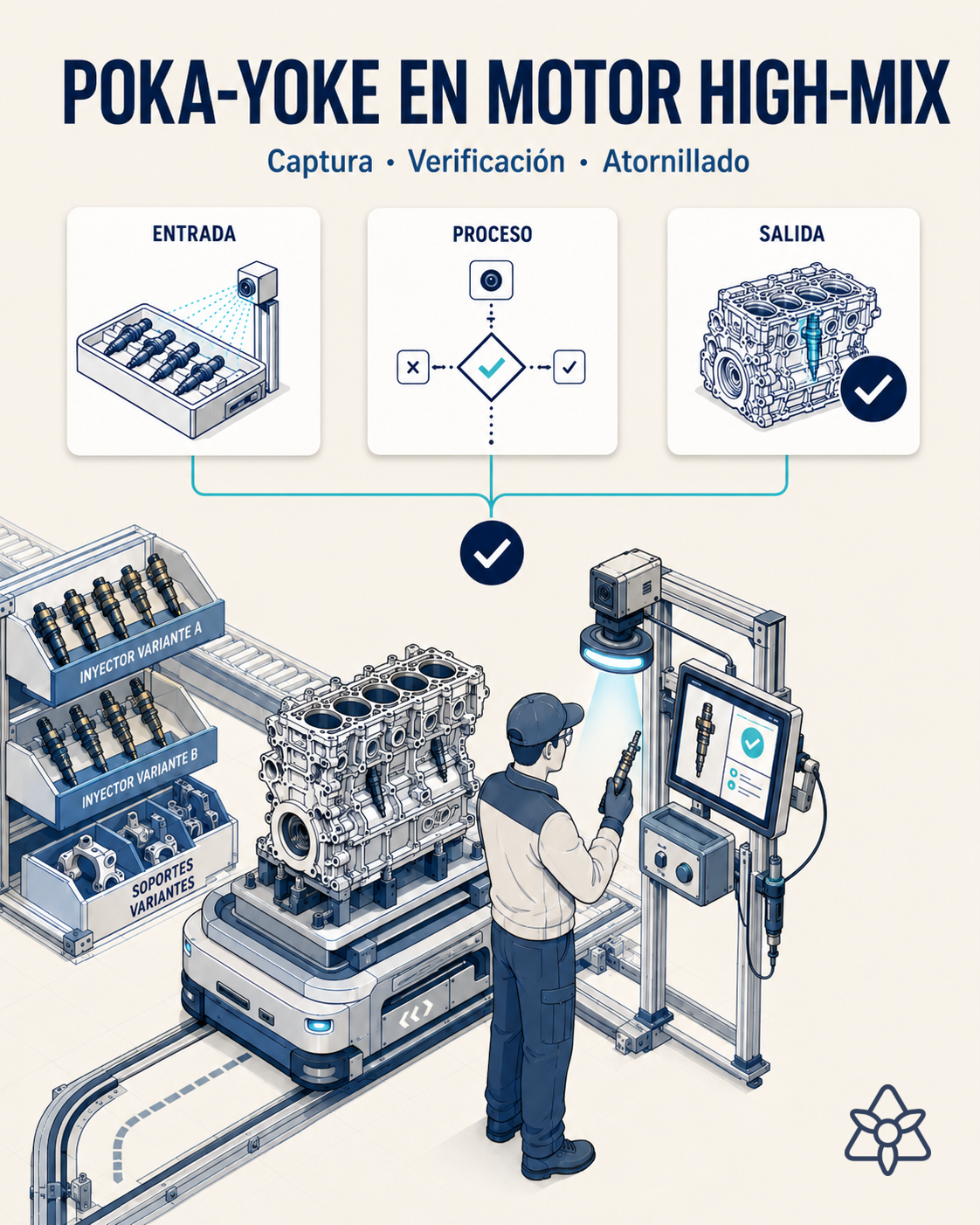
Poka-yoke en ensamblaje de motor con visión IA — pieza correcta en cada puesto, sin un sensor por variante.
En una línea de motor con 30 variantes, el poka-yoke clásico (un sensor mecánico por modo de error) no llega — cada variante nueva pide un sensor nuevo, y al final el puesto es un erizo. iLEAN Vision verifica pieza correcta en cada puesto cruzando lo que ve la cámara con la receta del MES, sin reglaje manual al cambiar de variante. La persona firma.
El poka-yoke clásico fue genial — hasta que llegaron las 30 variantes.
El poka-yoke clásico es una de las ideas más bonitas del lean: un detalle mecánico que hace imposible montar la pieza equivocada. Funciona perfecto cuando la línea hace una cosa. En una línea de motor moderna no haces una cosa — haces 30: bloques distintos, soportes distintos, inyectores distintos, juntas distintas, sensores distintos según el mercado. Y entonces el poka-yoke clásico se rompe por tres lados:
- Por variante nueva, sensor nuevo — cada NPI mete otro mecánico en el puesto. Al cabo de 2 años, el puesto está lleno de sensores que se rompen, se mojan, se mueven con la vibración, y la persona acaba puenteándolos.
- Pieza correcta pero versión rev. errónea — el sensor mecánico no distingue la rev. F4 de la F5 del mismo soporte. La pieza encaja; el motor no debería llevarla.
- Cambio de variante en línea — el cambio de receta no llega siempre al puesto. La persona sigue montando con el último set-up porque no le ha entrado el aviso, y se descubre 12 puestos más adelante.
Cuando el cruce de pieza llega al motor terminado, ya no es un retrabajo de minutos: es un desmontaje parcial, una contención del lote, y a veces una llamada del OEM si el motor ya salió. El sistema clásico funciona casi siempre. Las pocas veces que falla, falla caro.
iLEAN Vision no reemplaza al poka-yoke — lo extiende a high-mix.
La idea del poka-yoke (hacer imposible el error) sigue siendo la correcta. Lo que cambió es la línea: la variabilidad pasó de 3 a 30, y la solución mecánica ya no escala. iLEAN no te pide tirar los sensores que funcionan — añade una capa de visión + agente encima, como la masilla que sella el hueco que el poka-yoke clásico dejó al descubierto cuando llegó el high-mix.
Edge ve lo que el operario tiene en la mano. El agente cruza con la receta del MES y dice qué motor toca ahora. Si la pieza no es la que toca, el puesto se bloquea antes de atornillar. La persona firma — nunca al revés.
Las piezas iLEAN aplicadas al poka-yoke en ensamblaje de motor:
- Edge + Vision — terminal con visión artificial (CNN) y luz controlada en el puesto. Ve la pieza en la mano de la persona (o en el alimentador, o en la balda) antes del atornillado. Distingue variantes finas: misma silueta, distinto color de junta, distinto grabado, distinta cota. Devuelve OK/NOK al PLC del puesto por contacto seco o por bus. Funciona sin red: la receta del modelo viaja con la pieza, el Edge la lee, y si la planta pierde WiFi sigue verificando.
- Connect — captura la receta del modelo en curso desde el MES o desde el PLC de cabecera de línea, y sincroniza con cada puesto qué variante tiene que pasar. Captura también las versiones de pieza activas (¿cuál es la rev. válida ahora mismo?) desde la lista de cambios de ingeniería, que muchas veces vive en una carpeta del PDM que el puesto nunca leyó.
- Agente — gobierna la regla por puesto: para cada motor en curso, qué piezas espera ver, en qué orden y con qué tolerancia. Si una pieza no cuadra, no envía un email a las 22h: bloquea el puesto, abre la incidencia con foto y referencia de la pieza esperada, y avisa al jefe de turno por el canal que use. Nunca un atornillado sale sin verificación.
Poka-yoke mecánico clásico vs. poka-yoke con visión IA de iLEAN
| Aspecto | Poka-yoke clásico (sensor mecánico) | Con iLEAN Vision + Edge |
|---|---|---|
| Coste por variante nueva | Sensor nuevo, instalación, cableado, calibración | Sesión de captura en planta; software, no hardware |
| Distinguir rev. F4 vs. F5 del mismo soporte | No (pieza encaja igual) | Sí (la CNN ve el grabado, el agente cruza con PDM) |
| Aviso de cambio de variante al puesto | Papel / email — llega tarde | Receta del MES propagada al puesto en segundos |
| Sensores rotos / puenteados | Frecuente con vibración y aceite | Cámara robusta + autodiagnóstico del Edge |
| Trazabilidad de qué pieza se montó | «Asumimos que lo correcto» | Foto por motor del momento del montaje, automática |
| Reglaje en cambio de SKU | Manual, ventana ciega | Reconfiguración automática desde la receta |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en la inmersión.
- Línea de ensamblaje de motor con 20-40 variantes activas, 8-12 puestos críticos (los que más cruces de pieza concentran según el Pareto del MES).
- Piloto Edge en 1-2 puestos del Pareto. Primer valor esperable en pocas semanas: detección por encima del 90% en variantes ya en serie.
- Payback orientativo entre 4 y 9 meses, según frecuencia histórica de cruces de pieza detectados en montaje final y coste medio de retrabajo en motor terminado.
- Reducción razonable de cruces de pieza escapados ≥ 30% en el piloto; expansión al resto de puestos críticos hecha por tu gente formada, en 2-3 meses tras la validación.
Y la duda razonable del jefe de calidad
«¿Y si la cámara confunde dos variantes parecidas?» — la inspección visual con la receta como ancla es una tarea anclada, no generación libre. Los mejores modelos en ese tipo de tarea bajaron el error por debajo del 1,5% [1]. Y aun así, lo crítico no se decide solo: iLEAN bloquea el puesto y la persona valida. Los tres anillos de seguridad están ahí precisamente para esto.
[1] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre poka-yoke con visión IA en ensamblaje de motor
¿Reconoce variantes muy parecidas (mismo bloque, distinto inyector / soporte)?
Sí. Las CNN del Edge se entrenan con muestras reales de cada variante en planta — no con renderizados — y aprenden la diferencia fina (la cota del soporte, el color de la junta tórica, la marca grabada en el inyector). Donde un poka-yoke clásico necesita un sensor mecánico ad-hoc por variante, la visión IA distingue por imagen + el agente cruza con la receta del MES que dice qué motor toca ahora. Si la pieza no es la que toca, el puesto se bloquea antes de atornillar.
¿Funciona con la luz mixta típica de una planta (LED + ventana + reflejos)?
Sí. Edge incluye iluminación propia para fijar la condición que la CNN necesita (la cámara no depende de cómo entra el sol al puesto a las 4 de la tarde). En puestos donde el reflejo del aluminio del bloque o el cromado del soporte mete ruido, se monta luz difusa o luz polarizada — equipamiento de visión industrial estándar, integrado con el terminal Edge para que la pieza siempre se vea igual independientemente del turno y de la luz exterior.
¿Cómo se enseña una variante nueva al sistema (NPI / nuevo motor)?
En la inmersión inicial entrenamos las variantes que ya están en serie con muestras reales tomadas por el equipo de planta — no hace falta enviar piezas a un laboratorio externo. Para una variante nueva (NPI), basta con una sesión de captura en el puesto durante los primeros lotes de prueba; el Edge añade la variante al modelo y queda lista para producción. Los puestos no se reprograman uno a uno — la receta se gestiona desde el agente y se distribuye al Edge correspondiente.
¿Se monta por línea completa o puesto a puesto?
Las dos cosas, según el Pareto. En la inmersión miramos dónde están los errores reales de variante (datos del MES, reclamaciones internas, retrabajos en montaje final) y empezamos por el puesto donde un cruce de pieza tiene más coste o más probabilidad de escape al motor terminado. Una vez funcionando ahí, replicar a los otros puestos es marginal — el agente y la receta ya están; sólo se añaden los terminales Edge que faltan.
¿Cuánto cuesta por puesto?
El orden de magnitud de un puesto de visión Edge (terminal + cámara + iluminación + integración con el PLC del puesto) está cerca del de cualquier puesto de poka-yoke industrial — más barato que un sensor mecánico ad-hoc replicado por variante. Lo que cambia el cálculo es que el mismo Edge cubre todas las variantes presentes y futuras sin nuevo hardware, sólo con más entrenamiento. Pedimos tu mix de motor, tu coste medio por retrabajo y tu frecuencia histórica de cruce de pieza, y te pasamos el ROI estimado en 48h, con tus números.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado de este poka-yoke con IA para tu línea de motor.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h Ver automoción