Defectos en pintura en polvo con IA — un cráter detectado tarde es scrap; detectado en línea, es nada.
Los defectos típicos de la pintura en polvo — cráter, descuelgue, piel de naranja, grumo — solo se ven con luz controlada al final de línea, cuando ya es tarde para corregir y la pintura es irrecuperable. iLEAN Edge los detecta en el ciclo, antes del horno o al salir, con actuador a milisegundos. La pieza se recupera, la pintura se reutiliza, el OEM no se entera.
La calidad de la pintura solo se ve al final — y al final ya no se arregla.
El control de calidad clásico en una línea de pintura en polvo tier-1 funciona así: el operario al final mira la pieza con la luz del booth de control, marca lo que ve, y se descarta. El problema es que para entonces:
- La pintura ya está curada — el polvo se reciclaba antes del horno, se sopla la pieza, se vuelve a pintar. Después del horno, ni la pieza ni la pintura se recuperan: scrap real, en kg y en €.
- El defecto puede llevar tiempo repitiéndose — entre que ocurre y se ve pueden haber pasado decenas de piezas. La causa raíz (cambio de viscosidad del polvo, suciedad en la cadena aérea, parámetro de la dispensadora desviado) sigue activa.
- El OEM exige 25 PPM — el estándar de calidad en automoción es del orden de 25 partes por millón [1]. A ese nivel de exigencia, cada falso positivo cuesta y cada falso negativo se ve.
- El conocimiento se va con el veterano — quien sabe leer una pieza al pasar es siempre uno o dos operarios con experiencia. El día que se jubilan, se va parte del control.
El responsable de calidad lo sabe, el director de planta lo sufre, el comercial del OEM lo factura. El sistema clásico — operario + luz controlada + ojo entrenado — funciona el 99% de las veces. Ese 1% es el que llega al OEM, y a este nivel de exigencia ese 1% basta.
iLEAN Edge no sustituye al operario veterano — captura su ojo como capacidad permanente.
El problema del control de pintura en polvo no es de información: es de capacidad de mirar todas las piezas, todo el tiempo, con la misma atención del primer minuto. Y eso una persona, por buena que sea, no puede sostenerlo. iLEAN actúa como la masilla que rellena el hueco entre la pericia del veterano y la cobertura completa de la línea, sin pedirte cambiar de dispensadora, de horno ni de PLC.
Edge ve la pieza antes del horno y a la salida. Connect lee la dispensadora vieja sin tener que cambiarla. El agente cruza causa raíz y orden de trabajo. La persona decide la acción correctiva. La cama caliente: el turno entra y se lo encuentra todo resuelto.
Las tres piezas iLEAN aplicadas a la pintura en polvo automotiva:
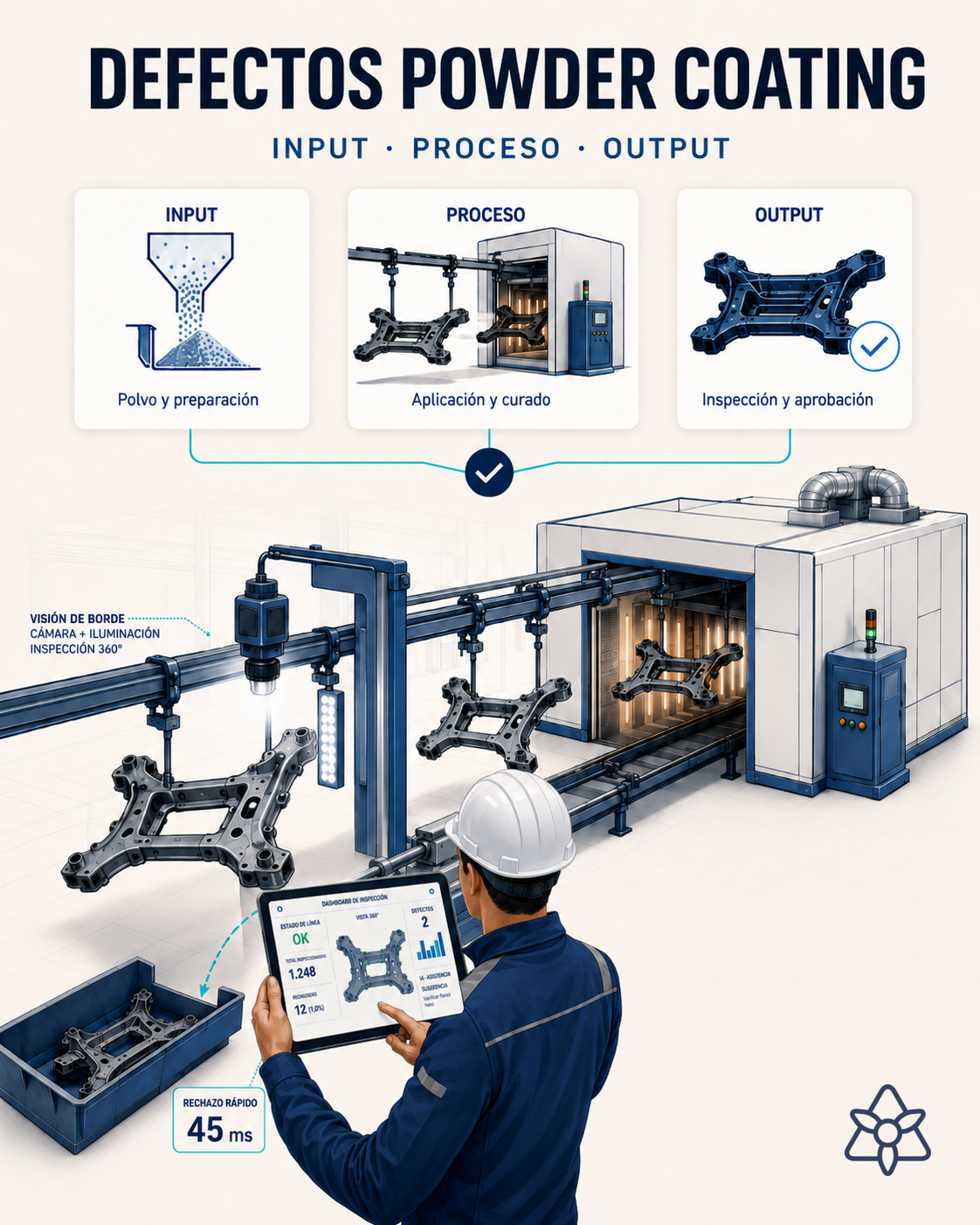
- iLEAN Edge (Vision) — terminales físicos con CNN entrenada en tus piezas, instalados antes del horno y a la salida. Detectan cráter, descuelgue, piel de naranja, grumo, falta de cobertura. Disparan actuador a 45 ms (semáforo, expulsor, contacto seco al PLC). Funcionan sin red: si la planta se queda sin Internet, el ciclo crítico de detección e intervención sigue mientras el dispositivo tenga luz.
- iLEAN Connect — lee la dispensadora vieja sin necesidad de cambiarla (graduación de captura: manual, intermedio, integrado, según la edad de la máquina). Y captura lo que llega por fuera (cambio de lote de polvo del proveedor, hoja técnica nueva, WhatsApp del mantenedor) en el segundo cero.
- iLEAN Agent — cruza los defectos detectados con la dispensadora, la materia prima, la cadena aérea y el horno. Cuando se repite un patrón (grumos cada vez que la viscosidad del polvo se desvía), no envía un email a las 22h: prepara la orden de trabajo para el mantenedor y la propuesta de ajuste para el responsable de pintura. La persona firma — los Agents no tienen manos en la OT crítica.
Control manual al final de línea vs. jidoka digital con iLEAN Edge
| Aspecto | Control manual + booth final | Con iLEAN Edge + Vision + Agent |
|---|---|---|
| Momento de detección | Final de línea, pintura curada | Antes del horno + a la salida, en el ciclo |
| Recuperación de pieza y pintura | Imposible — pieza al scrap | Soplar y repintar antes del horno |
| Cobertura | 100% del booth, % real menor por fatiga | 100% de cada pieza, sin fatiga |
| Detección de causa raíz | Análisis posterior, días | Patrón cruzado con dispensadora en tiempo real |
| Funcionamiento sin red | n/a | Edge sigue detectando con la luz del cuadro |
| Defecto que llega al OEM | El que se cuela en el 1% — caro | Cae al suelo defendible > 98% en la línea piloto |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu línea. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico.
- Línea de pintura en polvo para piezas de automoción (subchasis, traviesa, tubo de escape, ballesta), con scrap por defecto en el 2-5% y exigencia OEM de orden 25 PPM.
- Piloto Edge antes del horno + cámaras a la salida + integración con el actuador de expulsión y el PLC de línea. Primer valor esperable en pocas semanas: detección de los defectos más frecuentes por encima del 90%.
- Payback orientativo entre 3 y 6 meses, según el coste actual de scrap, el coste de pintura desperdiciada y la exposición a reclamación de OEM. La línea piloto real cerró en ~3 meses; el rango ancho recoge variabilidad de planta.
- Reducción de defecto que llega al final de línea ≥ 50% esperable a 60 días; con disciplina de causa raíz por parte del equipo de pintura, puede llegar al > 95% como en el caso libro.
Y la duda razonable del director de planta
«¿Y si la IA se equivoca y deja pasar un defecto grave al OEM?» — la alucinación es un problema de la generación libre, no de las tareas ancladas. En tareas donde la IA recontextualiza un dato (mirar una pieza y decir si tiene cráter), los mejores modelos bajaron el error por debajo del 1,5% [2]. Y aun así, el operario sigue ahí: Edge actúa como red de seguridad, no como sustituto. La cama caliente del operario es saber que cien agentes invisibles aseguraron el turno; la suya es la decisión que importa.
[1] Symestic — estándar de calidad en automoción del orden de 25 PPM (partes por millón).
[2] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre detección de defectos en pintura en polvo con IA
¿Qué defectos exactos detecta iLEAN Edge en powder coating?
Los típicos de la pintura en polvo: cráter (cavidad puntual por contaminación), descuelgue (corrida de pintura mal aplicada o mala viscosidad), piel de naranja (textura no homogénea por curado o caudal), grumo (cuerpo extraño o polvo aglomerado), falta de cobertura en aristas y huecos, y variaciones de espesor visibles. iLEAN Edge cubre los dos momentos donde el defecto es recuperable: antes del horno (cuando aún puedes soplar la pieza y reusar la pintura) y a la salida del horno (cuando aún puedes desviar la pieza antes del montaje en chasis).
¿Funciona en piezas con geometría compleja?
Sí. La CNN se entrena con muestras reales de la pieza concreta — chasis, subchasis, traviesa, ballesta, tubo de escape. Las geometrías con muchas aristas, recovecos o zonas ocultas se cubren con múltiples cámaras orientadas para barrer los puntos críticos; la inteligencia está en saber qué punto puede o no quedar fuera del campo de visión, no en pretender ver todo. iLEAN marca explícitamente las zonas ciegas en lugar de inventar un dato — la honestidad del sistema es parte del producto. Para variantes nuevas, el entrenamiento se mide en días, no en semanas.
¿Distingue color y reflejo metálico?
Sí, con la iluminación adecuada. La pintura en polvo automotiva tiene una paleta amplia y a veces metalizada; la iluminación tiene que controlar reflejos para que la CNN distinga entre defecto real y artefacto óptico. iLEAN integra iluminación específica por color/acabado y el modelo se entrena para discriminar — no todo lo brillante es un cráter, no toda sombra es una falta de cobertura. En la línea de pintura en polvo real donde desplegamos la solución, la convivencia de colores en lote distintos fue parte del problema resuelto, no un caso límite.
¿Cómo se entrena un defecto nuevo?
Tres pasos: (1) iLEAN captura las piezas con el defecto cuando aparecen — no esperas a tener un dataset completo, basta con que el operario o el responsable de calidad marquen «este defecto es nuevo»; (2) el equipo de iLEAN reentrena la CNN con tu material, no con genéricos — el entrenamiento se mide en horas-días según la variedad; (3) el modelo nuevo se valida en paralelo al actual antes de pasar a producción, sin parar la línea. La regla de oro: el defecto se aprende con muestras tuyas, no con un catálogo cerrado que no encaja con tu proceso.
¿Integra con el rechazador en línea?
Sí. iLEAN Edge activa actuadores (expulsor, semáforo, contacto seco al PLC) en milisegundos — en la línea de pintura en polvo real, el actuador disparaba a 45 ms desde la detección. Lo que se desvía depende de tu línea: pieza fuera para repintar antes del horno, pieza fuera para reproceso después del horno, parada de línea si el patrón se repite. Y si la planta se queda sin red, Edge sigue detectando e interviniendo, porque el ciclo crítico no depende del WiFi — lo crítico en planta nunca puede depender de la conectividad.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado de este proyecto de IA para tu línea de pintura en polvo.
Trabajamos sobre los datos reales de tu línea, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h Ver automoción