Soldadura FSW de aluminio con IA — un kissing bond no se ve a ojo y aparece en el ensayo destructivo dos días después.
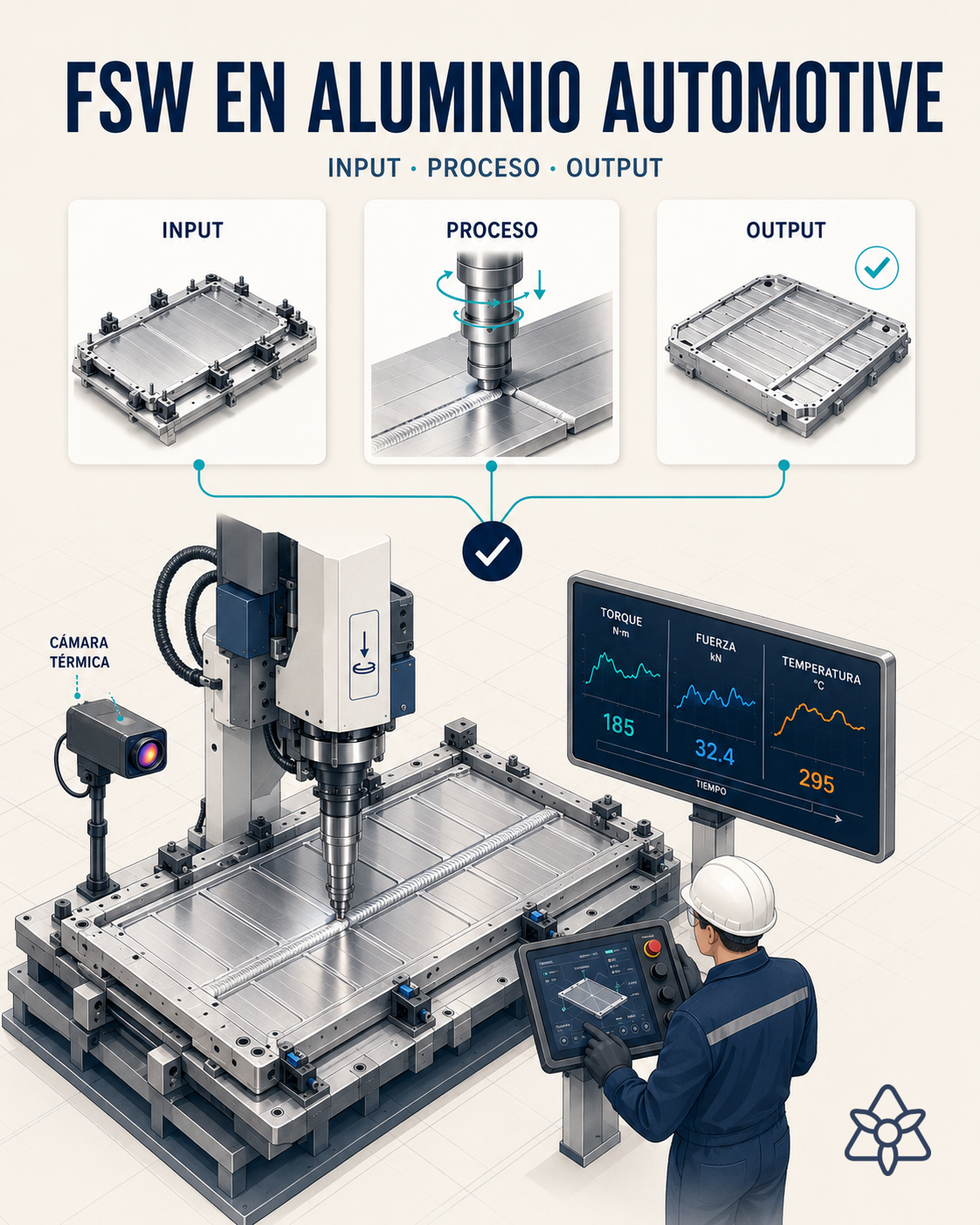
FSW en aluminio automoción exige par y fuerza en spec. iLEAN los monitoriza con visión termográfica y los cruza con el perfil aprendido del cordón. Detecta defectos al instante y anticipa el desgaste de herramienta, antes del END. La persona decide la pieza dudosa.
El cordón FSW puede parecer perfecto y no tener enlace metalúrgico.
El responsable de calidad de una estructura de aluminio (chasis EV, suelo de batería, marco de puerta) lo cuenta con la misma cara: el cordón FSW sale visualmente correcto, sin flash excesivo, sin marcas raras. Pasa la inspección visual. Pasa el control dimensional. Y entra a producción.
Dos días después, el ensayo destructivo de una muestra del lote enseña kissing bond — soldadura visualmente unida pero sin enlace metalúrgico real. O el END por ultrasonidos detecta wormhole, la galería de gusano característica del FSW mal parametrizado, escondida en el interior del cordón. Y a partir de ahí:
- El lote entero queda en cuarentena. Cada pieza estructural en automoción tiene impacto en seguridad — no se libera ninguna sin certeza.
- La retroinspección al 100% del lote por ultrasonidos o radiografía consume días.
- Las piezas que no pueden recuperarse son scrap caro — el aluminio aeronáutico-grade no es el del marco de ventana.
- La herramienta FSW que produjo el lote estaba probablemente al final de su vida útil; nadie lo supo porque el contador iba por ciclos, no por deriva real.
El problema no es que los defectos FSW sean misteriosos — la mecánica del proceso es bien conocida. El problema es que las señales que los anticipan viven cada una por su cuenta y la combinación que predice el defecto (par + fuerza + temperatura + tendencia) nadie la cruza en tiempo real.
iLEAN no reemplaza el control de tu FSW — cruza lo que el control no junta.
El control de la máquina FSW ya lee par, fuerza y velocidad. Lo que falta es la combinación con la térmica del cordón en tiempo real y el cruce con el patrón aprendido para esa referencia concreta. iLEAN actúa como la masilla que une las señales mecánicas, la termografía y el histórico, sin sustituir la máquina ni el control existente.
Edge lee par, fuerza y velocidad del control FSW. Vision añade termografía IR sobre el cordón. El agente cruza con el patrón aprendido y detecta el defecto antes del END. La pieza dudosa la decide una persona.
Las dos piezas iLEAN aplicadas al control FSW:
- Edge — terminal local conectado al control de la máquina FSW para leer en tiempo real par del husillo (M_z), fuerza axial (F_z), velocidad de rotación y de avance. Funciona en local: si la planta se queda sin red, sigue grabando y disparando alertas sobre el panel de planta. La identificación de tendencias y derivas mecánicas no depende del WiFi.
- Vision (termografía) — cámara IR sobre el cordón a la salida de la herramienta. Construye el perfil térmico del cordón en cada soldadura. El brain cruza el perfil térmico con el mecánico y con el patrón aprendido para esa referencia. Cuando el cruce se separa del patrón, el cordón se marca como dudoso para inspección dirigida — no se ciega la línea, se enfoca el END donde de verdad toca.
El brain aprende además el patrón de desgaste de la herramienta FSW: la deriva en el par cuando la herramienta empieza a perder eficiencia es característica y aparece bastante antes del primer cordón defectuoso. Esto convierte el cambio de herramienta de «por contador de ciclos» a «por deriva real», lo cual alarga la vida útil y elimina cambios innecesarios.
Control FSW clásico vs. control cruzado con iLEAN
| Aspecto | Control de máquina + END por muestreo | Con iLEAN Edge + Vision |
|---|---|---|
| Cruce par + fuerza + temperatura | Cada señal por su umbral individual | Cruce vivo en cada cordón |
| Detección de kissing bond | Solo en END destructivo posterior | Patrón térmico + mecánico, en línea |
| Detección de wormhole | END por ultrasonidos posterior | Firma combinada detectada al instante |
| Multi-espesor / multi-aleación | Umbrales genéricos | Patrón aprendido por referencia |
| Cambio de herramienta FSW | Por contador de ciclos | Por deriva real del par |
| Cuarentena de lote tras defecto | Retroinspección 100%, días | Trazabilidad cordón por cordón, horas |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico.
- Línea con 2-4 estaciones FSW para estructura de aluminio (chasis EV, suelo de batería, marco), control de máquina con par y fuerza disponibles, END por muestreo, kissing bond o wormhole detectado en los últimos meses.
- Piloto Edge + termografía en una estación, con 4-6 semanas de aprendizaje del patrón antes de empezar a marcar piezas dudosas. Primer valor esperable en pocas semanas: el cuadro de cruces y la primera tendencia de desgaste de herramienta aparecen antes de que el modelo afine.
- Reducción esperable del scrap por defecto FSW ≥30% en los primeros meses, suelo defendible — el techo real depende de si hoy se hace END al 100% o por muestreo.
- Payback orientativo entre 4 y 9 meses. Tres palancas duras: scrap evitado, cuarentenas de lote evitadas, y vida útil de herramienta FSW alargada al cambiarla por deriva real, no por contador.
- Beneficio que no entra en el ROI pero pesa: la trazabilidad cordón por cordón es activo de auditoría OEM para programas IATF o aeronáuticos.
Y la duda razonable del responsable de calidad
«¿Y si el sistema marca un cordón bueno como dudoso y paramos la línea para nada?» — el brain no ciega la línea cuando hay duda; marca el cordón como dudoso y dispara END dirigido a esa pieza concreta. Si el END confirma que era buena, la línea sigue. La alucinación es un problema de la generación libre, no de las tareas ancladas: en tareas donde la IA cruza señales del proceso con el patrón aprendido, los mejores modelos bajaron el error por debajo del 1,5%[2]. Y aun así, lo crítico no se decide solo — el agente propone inspección, la persona decide liberar o no. Los tres anillos de seguridad están ahí precisamente para esto. El estándar de calidad en automoción es del orden de 25 PPM[1]: a esa exigencia, sobre-inspeccionar piezas dudosas concretas es barato; liberar un kissing bond, carísimo.
[1] Estándar de calidad de referencia en automoción del orden de 25 PPM (partes por millón). Symestic.
[2] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre control FSW en aluminio automoción
¿Qué señales se monitorizan?
Las cuatro que de verdad describen una buena soldadura FSW: par del husillo (M_z), fuerza axial (F_z), velocidad de rotación y velocidad de avance, más la temperatura del cordón medida con termografía IR. iLEAN Edge se conecta al control de la máquina FSW para los cuatro parámetros mecánicos y suma una cámara termográfica sobre el cordón. La pieza más útil no es leer cada señal — el control del fabricante ya las tiene — sino cruzar el perfil mecánico con el térmico en tiempo real, porque la mayoría de defectos FSW aparecen cuando esos dos perfiles dejan de coincidir con el patrón aprendido.
¿Detecta porosidad y wormhole?
Sí — y es donde la combinación FSW + IA gana frente al control clásico. Los defectos típicos de FSW en aluminio (wormhole o galería de gusano, kissing bond, falta de penetración, exceso de flash) dejan firma en el perfil de par y fuerza axial: una caída repentina de M_z + variación de F_z en el mismo segmento del cordón es síntoma de wormhole en formación. El kissing bond es más sutil — soldadura visualmente correcta pero sin enlace metalúrgico — y aquí la combinación con termografía aporta el dato que falta: el patrón térmico de un buen FSW es muy estable; cuando se aplana o se desvía, el agente lo señala para inspección. Detección en línea, antes del END.
¿Funciona con multi-espesor?
Sí. Las uniones FSW multi-espesor (típicas en estructuras de aluminio para vehículos eléctricos: chapa de 3 mm sobre chapa de 5 mm, perfiles extruidos sobre planchas) son justo el caso donde el control por parámetros aislados se queda corto, porque el patrón de par y temperatura cambia según el espesor en cada punto del cordón. iLEAN aprende el patrón de cada combinación de espesor-aleación-geometría como referencia individual, no como umbral genérico. El agente compara el cordón actual con el patrón de su misma referencia, no con un valor único de máquina.
¿Se calibra automáticamente?
El sistema aprende con los primeros cordones de cada referencia nueva — el operario suelda los cordones de validación y el brain construye el perfil aceptable a partir de ese histórico. A partir de ahí, cada nuevo cordón se compara contra ese perfil. Si la herramienta FSW se desgasta (es el problema número uno de FSW en producción: vida útil de la herramienta), el patrón de par empieza a deslizarse de forma característica — el agente lo detecta antes de que aparezca el primer cordón defectuoso. Predicción de cambio de herramienta basada en deriva, no en un contador ciego de soldaduras.
¿Y para FSW en acero o materiales mixtos?
La arquitectura del sistema es la misma — Edge sobre el control de la máquina + termografía + brain cruzando — pero los patrones aprendidos son específicos del material. FSW en acero (con herramientas PCBN) opera a temperaturas y pares muy distintos a los del aluminio, y los modos de fallo cambian. Soldaduras mixtas aluminio-acero o aluminio-cobre (típicas en pack de batería de vehículo eléctrico) son aún más sensibles al cruce mecánico-térmico, porque el rango de proceso aceptable es estrecho. iLEAN no impone un modelo único: aprende el patrón de cada material y geometría, y cruza siempre par + fuerza + temperatura como tríada.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado de este proyecto de IA para tu línea FSW.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h Ver automoción