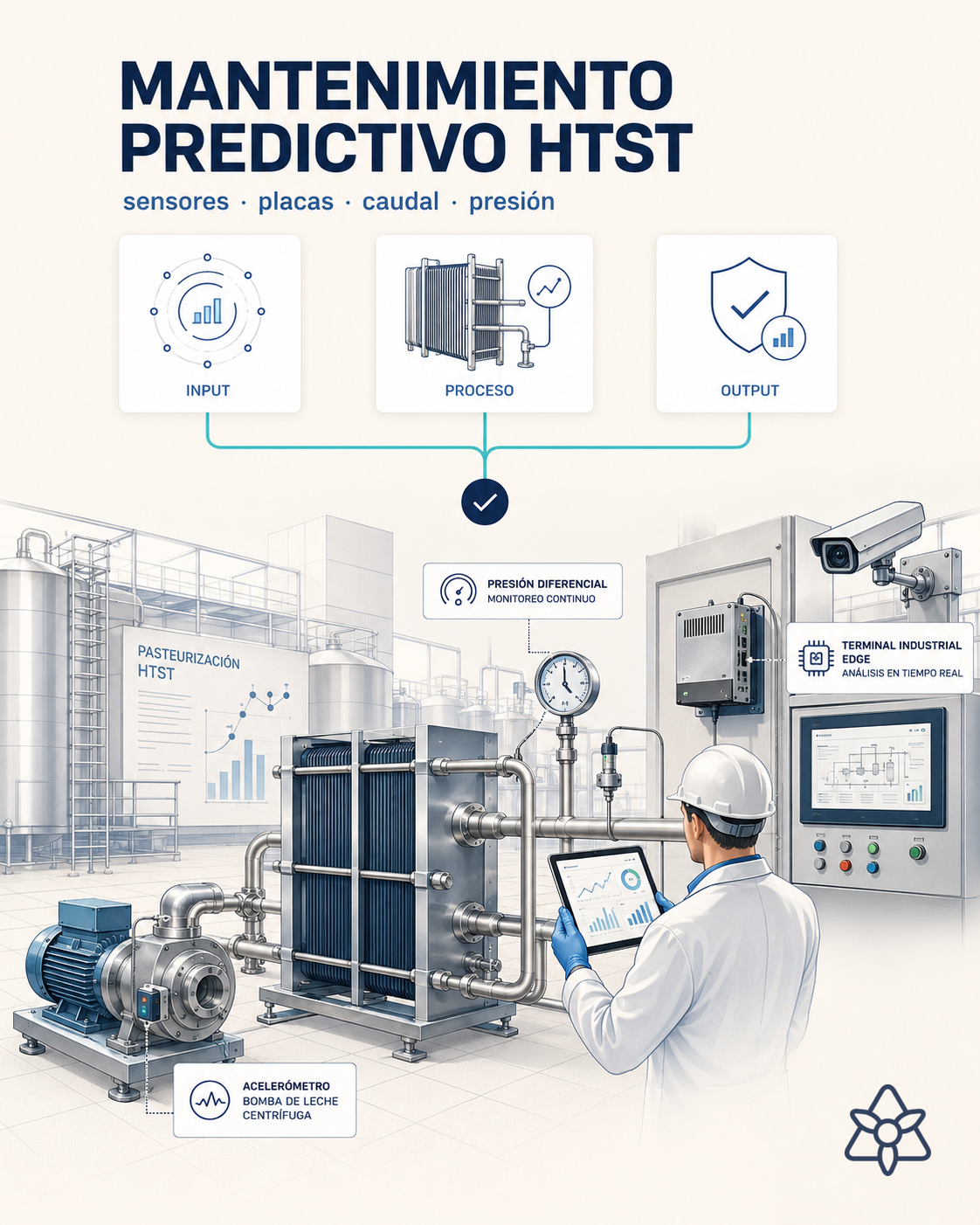
Mantenimiento predictivo de pasteurizadoras HTST — la parada no programada cuesta turnos enteros.
La parada no programada de una pasteurizadora HTST cuesta turnos enteros de planta y leche tirada en la barrida. iLEAN combina vibración, presión diferencial y temperatura en un agente que aprende del histórico de fallos de tu propia máquina y predice el fallo del intercambiador o de la bomba días antes. La intervención se programa en el cambio de turno — no en mitad del envasado.
Cuando la HTST se para a media tarde, el coste no es la pieza — son cuatro horas de turno y la leche en barrida.
Una pasteurizadora HTST que se para sin avisar es uno de los peores escenarios de una planta láctea: la línea aguas abajo se queda seca, el envasado se detiene, el equipo de limpieza tiene que entrar antes de tiempo y la leche que estaba en proceso acaba en la barrida o en reproceso. Y el patrón se repite:
- El intercambiador de placas se ensucia con proteínas quemadas, sube la presión diferencial, baja el rendimiento térmico — y un día deja de pasteurizar a la temperatura objetivo.
- La bomba centrífuga de leche empieza a vibrar de forma anómala unos días antes — el operario lo «nota» pero no hay nadie cuadrando esa vibración con el histórico, así que el aviso llega cuando ya rompe el rodete.
- El SCADA tiene los datos, pero los tiene en bruto, encerrados en la máquina, sin nadie que los cruce con el plan de mantenimiento ni con el histórico de fallos previos.
El jefe de mantenimiento veterano ve el patrón. Pero no puede estar en los tres sitios a la vez, ni puede revisar cuatro señales de cada equipo cada hora — y el día que se jubile, ese ojo se va con él. Tener el dato unido sin agente es una biblioteca sin bibliotecario.
iLEAN no sustituye el SCADA — sella la grieta entre tus señales y tu plan de mantenimiento.
El problema no es falta de sensores: es que las señales que ya tienes no se cruzan con el histórico ni con el plan de intervención, y nadie tiene tiempo de hacerlo a mano. iLEAN actúa como la masilla que rellena ese hueco, sin pedirte que cambies el PLC ni el SCADA ni el GMAO.
Edge lee la vibración y la presión donde están. El agente las cruza con el histórico de fallos y predice. La persona decide cuándo intervenir — el sistema solo propone, nunca actúa solo sobre la OT.
Las piezas iLEAN aplicadas al mantenimiento predictivo de la HTST:
- Edge — terminal en planta junto a la pasteurizadora, lee del PLC por OPC-UA/Modbus o añade su propio acelerómetro y sensor de presión donde la máquina no entrega la señal. Procesa en local: si la planta se queda sin Internet, la captura no se interrumpe. Lo crítico no puede depender del WiFi.
- Agente de mantenimiento — vive en Central, cruza vibración + presión diferencial + ΔT + caudal con el histórico de partes de mantenimiento de los últimos años y con la curva de fallos previos de esta misma máquina. Identifica firmas tempranas de fallo días antes y prepara la orden de trabajo razonada para el GMAO. La persona valida y programa. El agente propone — el responsable de mantenimiento decide.
- Connect — captura los partes de mantenimiento que hoy viven en el correo del jefe de turno, las Excel de cambios de junta, las fotos del termopar quemado. Todo entra y pasa a ser conocimiento permanente de la planta — no se va con quien se jubile.
Mantenimiento reactivo + preventivo por calendario vs. predictivo con iLEAN
| Aspecto | Reactivo + preventivo por calendario | Con iLEAN Edge + Agente |
|---|---|---|
| Aviso de ensuciamiento del intercambiador | Cuando baja la ΔT de salida — ya tarde | Cuando empieza a crecer la presión diferencial, días antes |
| Vibración anómala de la bomba | El operario la «nota»; nadie la cuadra | Cruzada con histórico, firma de fallo identificada con margen |
| Conocimiento del jefe veterano | En su cabeza — se va con él | Capturado en el agente, capacidad permanente |
| Orden de trabajo al GMAO | A mano, después del fallo | Automática, razonada, con la ventana sugerida |
| Programación de la intervención | En la parada no programada | En el cambio de turno o fin de semana |
| Funcionamiento sin red de planta | n/a | Edge sigue capturando con la luz del cuadro |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu pasteurizadora. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico, leyendo tu histórico de partes y tu SCADA.
- Planta láctea con 1-2 pasteurizadoras HTST de 5-15.000 l/h, ciclo de limpieza CIP cada 6-8 h, paradas no programadas registradas en los últimos 24 meses.
- Piloto Edge + agente sobre una pasteurizadora (lectura de PLC + acelerómetro en bomba + sensor de presión diferencial). Primer valor esperable en pocas semanas (firma de un fallo conocido detectada con margen).
- Payback orientativo entre 4 y 9 meses, según número y coste de paradas no programadas históricas y el coste por hora de turno parado en tu envasado aguas abajo.
- Reducción esperable de paradas no programadas ≥ 30% tras el primer ciclo de aprendizaje del agente — y la palanca dura es una sola parada no programada evitada que paga el piloto.
Y la duda razonable del responsable de mantenimiento
«¿Y si el agente alucina y me hace cambiar una bomba que estaba bien?» — la alucinación es un problema de la generación libre, no de las tareas ancladas. Cuando la IA se limita a cruzar señales reales del SCADA con un histórico de fallos del mismo equipo, los mejores modelos bajaron el error por debajo del 1,5% [1]. Y aun así, lo crítico no se decide solo: el agente propone y el responsable de mantenimiento firma. Los tres anillos de seguridad están ahí precisamente para esto.
[1] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre mantenimiento predictivo de pasteurizadoras
¿Qué señales monitoriza iLEAN en una pasteurizadora HTST?
Las cuatro señales clave del intercambiador y la bomba: vibración de la bomba centrífuga de leche (acelerómetro en carcasa), presión diferencial entre la entrada y la salida de la pila de placas (delta-P que crece cuando ensucia), temperatura de impulsión y de retorno (ΔT que cae cuando el intercambio se degrada) y caudal (caída que delata cavitación o atasco). Las cuatro juntas, en un agente que entiende la pasteurizadora, anticipan el fallo días antes que cualquiera por separado.
¿Hace falta sustituir el PLC o el SCADA de la pasteurizadora?
No. iLEAN Edge se pone encima de lo que ya tienes — lee las señales del PLC por OPC-UA, Modbus o por captura directa del SCADA si la interfaz es vieja, y si la máquina no tiene salida útil añade su propio acelerómetro y su propio sensor de presión sin tocar la programación original. La pasteurizadora sigue siendo la pasteurizadora — iLEAN es la capa de inteligencia que se le pone encima.
¿Cuánto adelanta iLEAN el aviso de fallo en una HTST?
Depende del modo de fallo, pero el patrón es claro: el ensuciamiento progresivo del intercambiador (proteínas quemadas sobre las placas) tiene firma de presión diferencial y ΔT que crece de forma medible varios días antes de obligar a la parada de limpieza. La degradación del rodete de la bomba o de los rodamientos tiene firma de vibración que un agente entrenado en el histórico de fallos previos identifica antes de que se traduzca en un fallo en línea. El sistema te avisa con margen para programar la intervención en el cambio de turno o de fin de semana, no en mitad de un envasado.
¿Se integra iLEAN con el GMAO existente?
Sí. Cuando un agente detecta una desviación que justifica intervención, abre directamente la orden de trabajo en el GMAO que use la planta (SAP PM, GMAO vertical de lácteos, Maximo, etc.) con la causa probable, las señales que la disparan y la ventana sugerida de intervención. El responsable de mantenimiento la valida y la programa — la orden no se ejecuta sola, pero llega con el diagnóstico ya hecho.
¿Aprende iLEAN del histórico de fallos previos de la pasteurizadora?
Sí — y es lo que lo hace útil de verdad. En la inmersión inicial se cargan los partes de mantenimiento de los últimos años (cuándo falló cada bomba, cada junta, cada placa, qué firma tenía en las semanas previas si los datos están en el SCADA). El agente aprende los patrones específicos de tu pasteurizadora — no los de un fabricante genérico — y mejora con cada incidente posterior. El conocimiento del jefe de mantenimiento veterano, que se va con él el día que se jubile, queda capturado como capacidad permanente de la planta.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado de este proyecto de IA para tu pasteurizadora.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h Ver alimentaria