Detección de fugas en envasado al vacío cárnico — la bolsa mala se encuentra en la línea, no en el lineal.
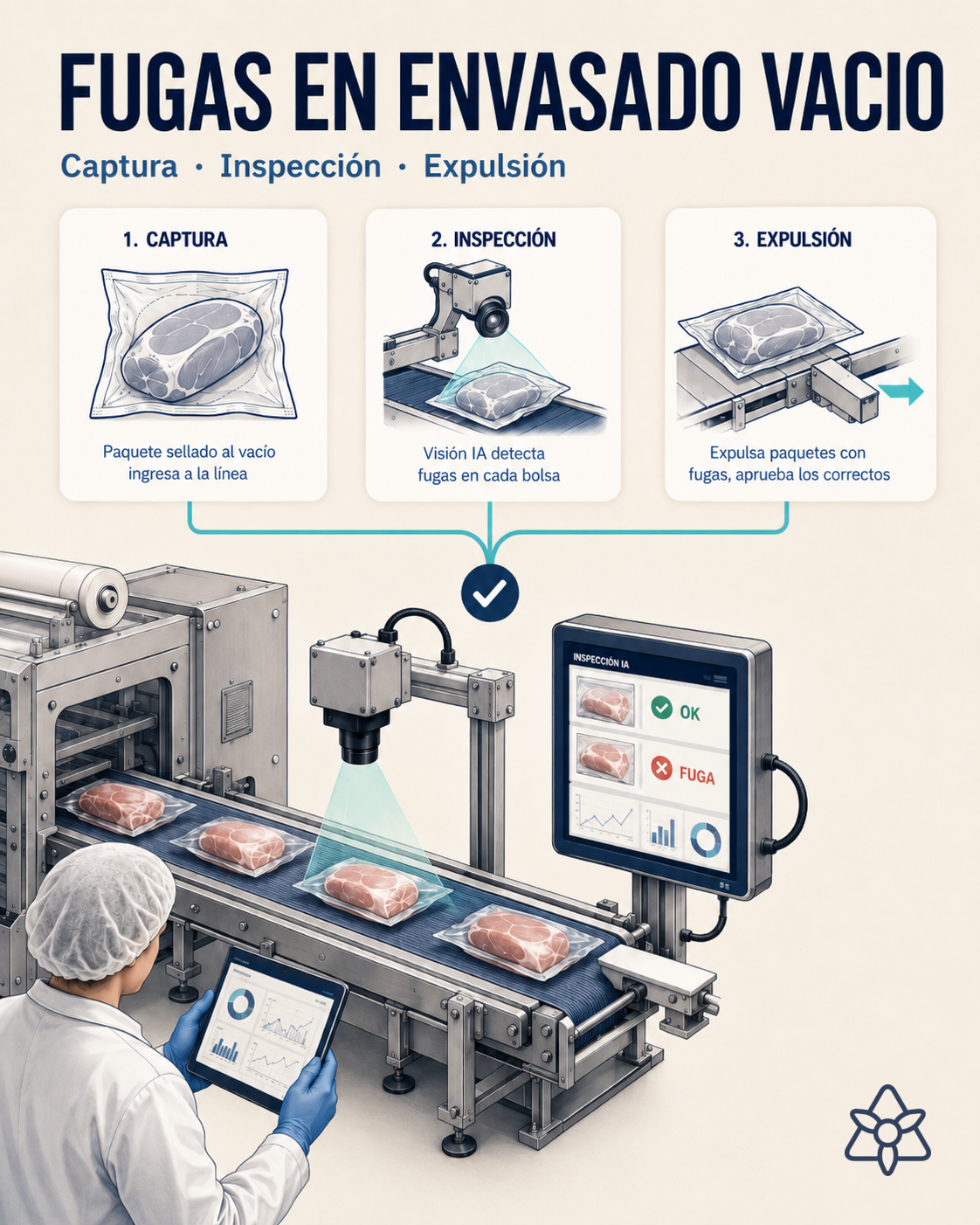
Una bolsa al vacío con microfuga es producto perdido a los 3 días — el cliente la abre y huele que algo no va. iLEAN Edge la encuentra antes: combina visión sobre el sellado, nivel real de vacío y, cuando hace falta, presión diferencial, y expulsa la bolsa a la salida de la termoselladora. La persona firma cuando importa.
El defecto que no aparece en la línea — aparece en casa del cliente.
El envasado al vacío en cárnico tiene una trampa cruel: la bolsa con microfuga sale aparentemente perfecta de la línea. La trampa es que el oxígeno entra despacio, el producto se hincha y se acidifica con el paso de los días, y el defecto explota en el lineal o en el frigorífico del cliente. Para entonces, la cadena de coste ya es brutal: producto devuelto, transporte inverso, retirada del lote completo si el supermercado lo exige, y daño de marca que pesa más que la factura.
La inspección manual a la salida funciona razonablemente para la fuga gruesa — sellado claramente sucio, pliegue evidente — pero no detecta las dos peores: la fuga microscópica que el ojo no ve y el vacío insuficiente que solo se nota al apretar la bolsa una a una. Y a 60-120 bolsas/min, nadie aprieta una a una. El control estadístico por muestreo encuentra el problema cuando ya están todas las cajas en el palé.
Y el operario de la termoselladora lo sabe — pero está cargando la siguiente tanda. El responsable de calidad lo sabe — pero está en otra sala. La información llega tarde a quien tendría que actuar.
iLEAN no sustituye la termoselladora — le pone ojos a la salida.
El control de fugas no requiere cambiar la máquina, sino cerrar la zona muerta entre la termoselladora (que solo informa de su ciclo) y el paletizado (que asume bolsa buena). iLEAN actúa como la masilla entre ambos: un terminal Edge ve cada bolsa, los agentes cruzan ese dato con receta/SKU/cambio de bobina y la decisión queda en la persona cuando hace falta.
Edge ve cada bolsa a la salida. Si el sellado, el vacío o el film no cuadran, expulsa antes del paletizado. Connect captura el contexto del turno. El agente entrega causa-raíz al final del día. La persona decide.
Las piezas iLEAN aplicadas a fugas en envasado al vacío cárnico:
- Edge — terminal con visión (CNN) sobre la línea, justo a la salida de la termoselladora. Inspecciona cada bolsa: integridad del sellado perimetral, nivel real de vacío leído de la cámara, ausencia de pliegues y pelos en la junta. Actuador en milisegundos: si la bolsa no pasa, se va al carril de retrabajo. Funciona sin red. Si la planta se queda sin WiFi, Edge sigue inspeccionando y expulsando, porque lo crítico no puede depender de la conectividad.
- Connect — captura el contexto que da sentido a los rechazos: qué receta corre, qué bobina de film se ha cargado, qué operario está en línea, qué SKU se está haciendo. Lo coge del ERP, del MES, del PLC de la termoselladora o de un panel viejo que nadie había integrado. Y si una incidencia llega por fuera (un retailer escribe «devolución por hinchamiento del lote X») entra en el sistema en el segundo cero y los agentes la cruzan con el día/turno de envasado.
- Agente — al final de turno, entrega un dossier de causa-raíz priorizado: qué SKU concentra los rechazos, qué bobina se correlaciona con más fugas, qué turno necesita una formación corta sobre carga de producto. No es un informe que llega el lunes a las 9; está disponible cuando el responsable de calidad lo necesita, con la foto de cada bolsa expulsada y el código de defecto.
Muestreo + ojo vs. inspección de cada bolsa con iLEAN
| Aspecto | Muestreo + inspección visual del operario | Con iLEAN Edge + Connect + Agente |
|---|---|---|
| Cobertura | Por muestreo, asume el resto | Cada bolsa, sin excepción |
| Microfuga | Se descubre en el lineal o en devolución | Se detecta en línea por desviación de vacío + visión del sellado |
| Sellado sucio o con pliegue | Ojo del operario, depende del turno | CNN entrenada, mismo criterio entre turnos |
| Causa-raíz | Reunión semanal, datos parciales | Dossier por turno: SKU, bobina, operario, máquina |
| Cambio de SKU / formato | El operario recuerda la receta | Edge cambia automáticamente el modelo activo por receta |
| Devolución del retailer | «Investigaremos», semanas | Cruce inmediato con turno/bobina/lote del día concreto |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico.
- Planta cárnica de tamaño medio, 2-4 termoselladoras, mezcla termoformado y skin pack, ratio actual de devoluciones por hinchamiento conocido por SKU.
- Piloto Edge en una termoselladora (cámara + iluminación + actuador + integración con receta/SKU del MES). Primer valor esperable en pocas semanas: detección consistente del sellado defectuoso y de bolsas con vacío bajo.
- Reducción de devoluciones por hinchamiento ≥ 30% en los SKU del piloto, y caída clara en las quejas de retailer asociadas. Estimación conservadora; el techo lo marca cuánto se debía a defecto evitable vs. a manejo posterior fuera de planta.
- Payback orientativo entre 4 y 9 meses, dependiendo del coste medio de una devolución y del volumen de SKU al vacío. La palanca dura es la combinación de scrap recuperado + devoluciones evitadas + dossier de causa-raíz que acorta el ciclo de mejora.
Y el estándar al que apunta el sector
El cárnico no es automoción, pero la dirección de la curva sí lo es: en automoción el estándar exigente es del orden de 25 PPM (partes por millón) de defectos enviados al cliente[1]. El cárnico va camino de exigencias parecidas porque los retailers grandes están endureciendo los SLA de devolución. Quien empieza ahora con inspección al 100% por visión llega a esa curva con el camino hecho, no contra reloj.
Y la duda razonable del director de calidad: «¿Y si la IA expulsa bolsas buenas?» — la alucinación es un problema de la generación libre, no de las tareas ancladas como leer una bolsa y compararla con un patrón. En tareas ancladas los mejores modelos bajaron el error por debajo del 1,5%[2]. Y aun así, lo crítico no se decide solo: el sistema marca, una persona valida en los casos que el cliente decida que merecen firma humana.
[1] Estándar de calidad automoción del orden de 25 PPM — fuente Symestic.
[2] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre detección de fugas en envasado al vacío cárnico
¿Cómo detecta fugas microscópicas en una bolsa al vacío?
iLEAN Edge combina visión por computador (CNN) sobre la bolsa a la salida de la termoselladora con la señal de la cámara de vacío y, cuando hay duda, con presión diferencial sobre la bolsa. La visión detecta arrugas en el sellado, pliegues de film mal estirado, pelo o resto de producto pillado en la junta. La cámara de vacío detecta el porcentaje real de vacío por bolsa y compara con la curva de su receta. Si una bolsa rompe los umbrales, Edge dispara el expulsor en milisegundos, antes del paletizado.
¿Sirve igual para skin pack y termoformado profundo?
Sí. La pieza física es la misma (terminal Edge + cámara + actuador) y lo que cambia es el modelo de visión y los umbrales de cada formato. Skin pack exige verificar que el film se ha pegado contra el producto sin burbujas y que el corte del molde es limpio. Termoformado profundo exige verificar el tirado del film, el sellado perimetral y la altura del producto contra el alvéolo. El operario configura el formato por SKU y el sistema cambia el modelo activo en el cambio de receta.
¿Rechazo automático sí o no?
Por defecto sí, configurado por planta. Cuando Edge detecta una bolsa fuera de umbral, el expulsor la separa de la línea principal hacia un carril de retrabajo, sin parar la cadencia general. En plantas que prefieren validación humana (por ejemplo, en lotes de exportación con cliente muy estricto), el sistema marca la bolsa, emite un aviso al jefe de calidad por Connect y espera firma humana antes de descartar o reciclar. La planta decide el nivel de autonomía — los tres anillos de iLEAN están diseñados para que pueda haber validación humana cuando importa.
¿Cuántas bolsas por minuto puede inspeccionar?
Edge inspecciona a la cadencia nominal de la termoselladora, no por debajo. En carnes refrigeradas con termoformado profundo eso significa decenas a centenas de bolsas/min, con margen suficiente porque la visión + actuador trabaja en milisegundos. La inspección no es el cuello de botella; el cuello de botella sigue siendo la propia termoselladora y la carga manual del producto, y Edge se acopla a ese ritmo sin frenarlo.
¿Genera estadística de causa-raíz por turno?
Sí. Cada bolsa expulsada queda registrada con foto, código de defecto (sellado sucio, pliegue, vacío bajo, microfuga estimada) y el contexto del turno: receta, operario, máquina, hora. Los agentes de iLEAN cruzan esos datos al final del turno y entregan un dossier de causa-raíz priorizado: qué SKU concentra los rechazos, en qué turno y máquina, y si correlaciona con cambios de bobina o de lote de producto. La persona decide qué hacer — el agente propone, no impone.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado de este proyecto de IA para tu envasado al vacío.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h Ver alimentaria