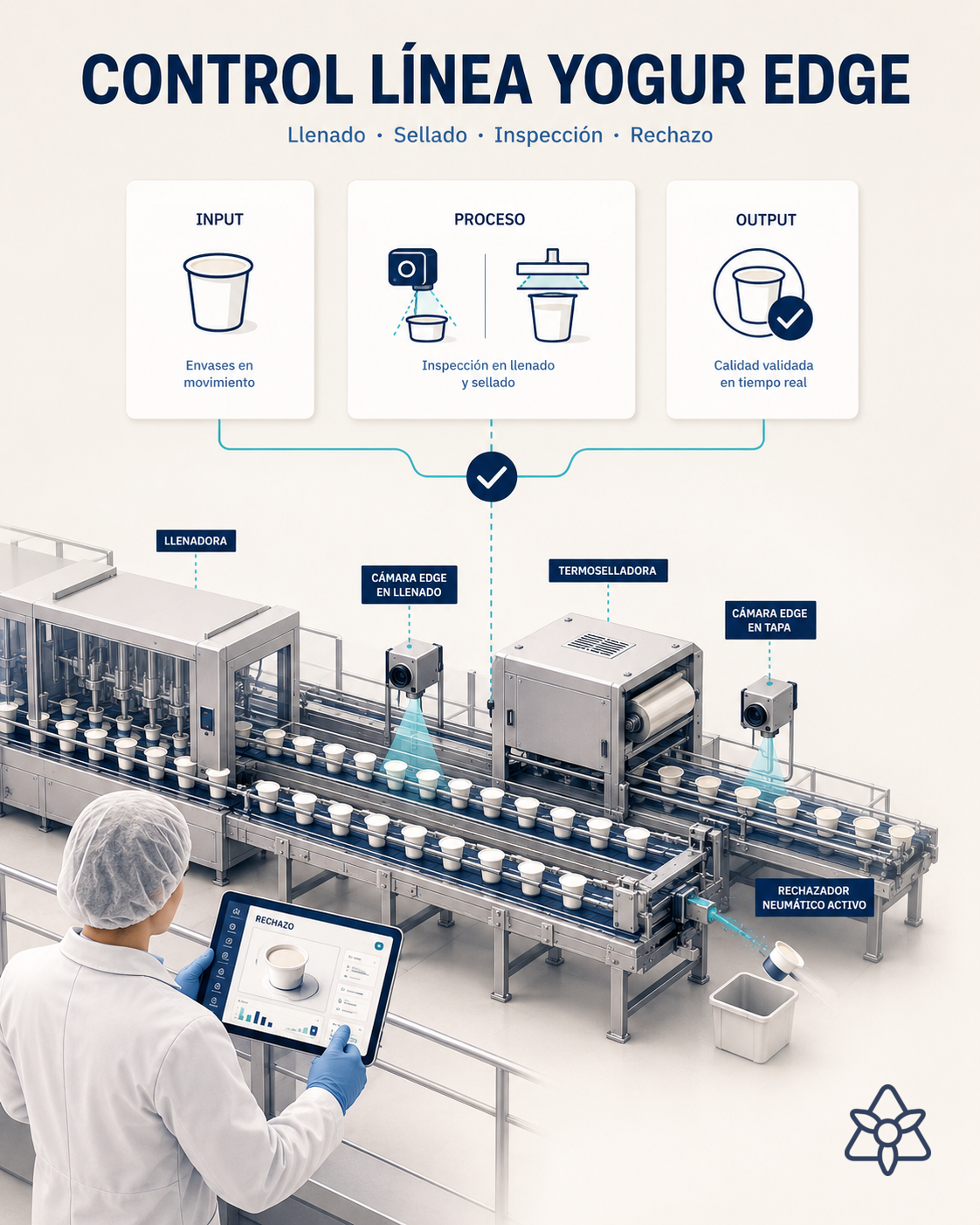
Control de línea de yogur con iLEAN Edge — 600 envases/min, todos inspeccionados, ninguno fuera de spec hasta el paletizado.
Una línea de yogur saca 600 envases/min. iLEAN Edge inspecciona nivel, sellado y fugas de cada uno en tiempo real y rechaza fuera de spec antes del paletizado — sin parar la línea, integrándose con el rechazador que ya tienes. El operario deja de mirar y empieza a decidir.
Alta cadencia, multi-carril, defecto puntual: el control humano no llega.
Una línea de yogur estándar funciona en multi-carril a varios centenares de envases por minuto. El operario al final de línea no puede ver cada vaso — físicamente no llega. Lo que hace, y bien, es mirar muestras al azar y vigilar el panel del SCADA. Los defectos que pasan el filtro son los que se cuelan entre muestras:
- Nivel de llenado fuera de spec — el vaso «poco lleno» que llega al cliente y dispara queja. En la regulación del retailer, hay umbral de tolerancia por envase y por lote.
- Sellado defectuoso — un pliegue de la lámina superior, un resto de yogur entre tapa y vaso, una soldadura mal por temperatura. Visible a la cámara, casi invisible al ojo a 600/min.
- Microfuga — invisible al ojo y a la cámara sola. El producto llega al lineal y a los 3 días la bandeja huele mal — devolución masiva, daño de marca.
El sistema clásico (muestras + checklist + reclamación) funciona el 99% de las veces — y ese 1% es el lote retirado del lineal. Igual que en otras industrias, no se trata de echar al operario, se trata de liberarlo del trabajo bobo (mirar lo que estaba bien) para que haga el que importa (decidir sobre lo que no cuadra).
iLEAN no pone otra capa entre la llenadora y el rechazador — sella la grieta entre ellos.
Tu línea de yogur ya tiene llenadora, termoselladora, rechazador y SCADA. El problema no es falta de máquinas; es que cada una hace lo suyo y nadie cruza el resultado en tiempo real. iLEAN actúa como la masilla que rellena las grietas entre esas piezas, lee cada envase, decide en milisegundos y dispara el rechazador que ya tienes — sin sustituir nada.
Edge ve cada vaso a 600/min. El agente cruza con el lote y el SCADA. Cuando aparece un patrón de defecto, propone la causa raíz al jefe de turno. La persona firma — la línea no se reanuda sola.
Las tres piezas iLEAN aplicadas a la línea de yogur:
- Edge — terminales con visión artificial (CNN) montados sobre la llenadora y la termoselladora, integración con la cámara de prueba de vacío. Inspecciona nivel, sellado, fugas, marcaje. Dispara el actuador que ya tengas en milisegundos. Funciona sin red: si la planta se queda sin WiFi, la cámara sigue inspeccionando y rechazando con la luz del cuadro.
- Connect — captura los datos que llegan por fuera de la línea (cambio de lote de tapa del proveedor que el equipo de compras avisó por email, ajuste de receta del responsable de I+D en una Excel, parámetros nuevos del retailer por WhatsApp) en el segundo cero, sin reenvíos ni reuniones.
- Agente — cruza la tasa de rechazo por carril, por hora, por lote, con los parámetros de la termoselladora y la receta. Si la tasa sube en la línea 3 a las 14:20, no envía un email a las 22h: avisa al jefe de turno con la causa probable. La persona decide y firma — los Agents proponen, la persona ejecuta.
Inspección por muestras vs. inspección continua por visión IA
| Aspecto | Operario + muestras + SCADA | Con iLEAN Edge + Agente |
|---|---|---|
| Cobertura | Muestras al azar (típicamente <1%) | Todos los envases, todos los carriles |
| Detección de defecto | Reactivo: aparece en muestreo o en reclamación | En el segundo cero, antes del paletizado |
| Rechazo | Lote sospechoso retenido | Envase a envase, sin parar la línea |
| Causa raíz | Reconstruir a posteriori | Agente cruza con SCADA y propone |
| Dossier por lote | Hoja de calidad rellenada al final | Automático, con foto del defecto |
| Funcionamiento sin red | n/a | Edge sigue rechazando con la luz del cuadro |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico.
- Línea de envasado multi-carril a varios centenares de envases/min, termoselladora estándar, rechazador neumático existente. Piloto Edge en una línea.
- Primer valor esperable en pocas semanas: nivel + sellado operativos con dossier por lote; fugas en función de si hay ya cámara de prueba de vacío o se incorpora.
- Payback orientativo entre 4 y 9 meses, según la tasa actual de rechazos detectados tarde, el coste medio de una devolución del retailer y el coste de marca de una microfuga que llega al lineal.
- Palancas duras: reducción de defectos que llegan al cliente ≥ 30% (estimación conservadora); una sola retirada de lineal evitada paga el piloto; liberación de tiempo de operario para tareas que de verdad piden criterio.
Y la duda razonable del director de operaciones
«¿Y si la cámara se desajusta y empieza a rechazar envases buenos?» — preempción positiva: el agente monitoriza la tasa de falsos positivos del propio sistema y avisa antes de que se descontrole. El responsable de calidad ve por qué se rechaza cada envase, ajusta la sensibilidad sin tocar código, y el sistema aprende de las correcciones. En tareas ancladas (mirar un envase y compararlo con un patrón), los mejores modelos llevan el error por debajo del 1,5% [2]. Y aun así, lo crítico (parar la línea, descalificar un lote entero) no se decide solo: el agente propone, la persona firma.
[1] Estándar de calidad en automoción del orden de 25 PPM — Symestic.
[2] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre el control IA de línea de yogur
¿Cuántas cámaras hace falta en una línea de yogur estándar?
Depende de qué se inspeccione: nivel de llenado suele necesitar una cámara cenital o lateral por carril (las llenadoras alimentarias suelen ir en multi-carril); sellado exige cámara cenital sobre la tapa después de la termoselladora; fugas se detectan combinando visión + presión diferencial en una pequeña cámara de prueba en línea. Lo dimensionamos en la inmersión IA viendo la línea real, no por catálogo. El principio es no instalar más de lo que sirve — antipatrón clásico, dinero quemado.
¿Es fiable la detección de sellado defectuoso?
Sí en defectos visibles (pliegue, arruga, resto entre tapa y vaso, mala soldadura por temperatura). En defectos invisibles a la cámara (microfuga sin marca visible), la detección fiable necesita combinar visión + medida de vacío/presión diferencial en una pequeña cámara de prueba en línea — visión sola no es suficiente, y prometerlo sería deshonesto. Esta combinación es estándar en las plantas serias y la integramos con el equipo que ya tengas. La integridad del envase es defensa de marca: una bandeja en lineal con una microfuga genera devolución y daño que pesa más que el coste del control.
¿Se integra con el rechazador neumático existente?
Sí — Edge dispara el actuador que ya tengas (expulsor neumático, brazo desviador, semáforo). Si lo que hay es solo un semáforo y la decisión la toma un operario, también se respeta. No se rompe nada de lo que ya funciona: la masilla rellena las grietas entre la cámara, el rechazador y el SCADA de la línea. La instalación física en una línea de yogur estándar son horas, no días, porque se trabaja en paralelo a la producción.
¿Genera registro por lote?
Sí — cada envase inspeccionado queda en el dossier del lote con su veredicto, foto del defecto si la hubo, hora y posición de carril. El agente prepara el expediente para auditor IFS/BRC al cierre del lote, sin reconstruir nada a mano. Si en un lote sube la tasa de rechazo por fuga, el agente cruza con datos de la termoselladora (temperatura, presión, velocidad) y propone la causa raíz al jefe de turno. La persona firma — el agente solo prepara el dossier.
¿Cuánto tarda en implantarse en una línea de yogur?
El piloto Edge en una línea estándar de envasado alimentario tiene un patrón consistente: primer valor en pocas semanas, detección operativa al final del primer trimestre, expansión a las siguientes líneas hecha por el propio cliente con su gente formada en pocos meses. Los plazos exactos dependen del tipo de defecto a inspeccionar y de cómo esté la integración con el SCADA/MES de la planta. Estimación a validar con la inmersión IA en tu línea concreta.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado del control IA de tu línea de yogur.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h Ver alimentaria