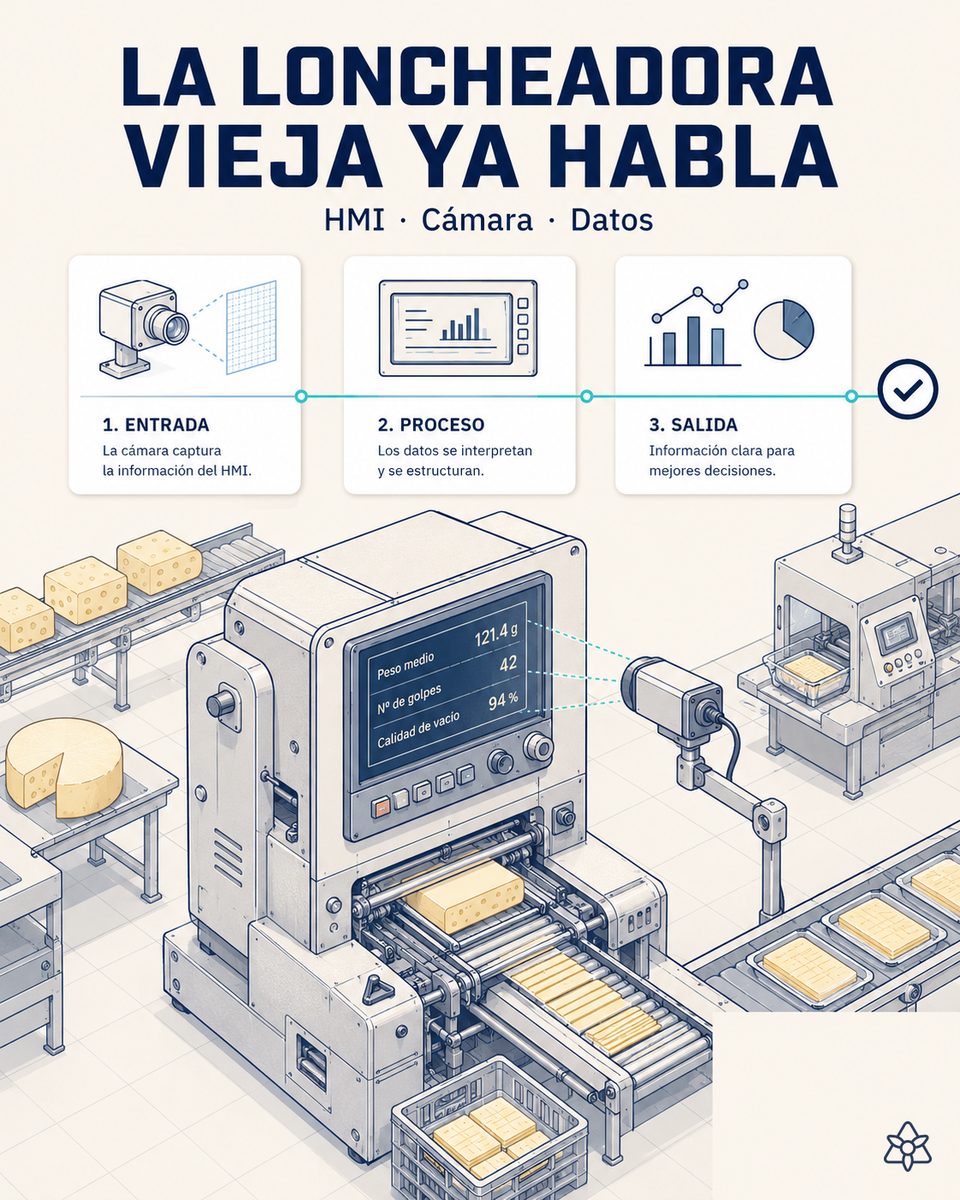
La loncheadora vieja también habla — Connect al panel de control, sin tocar la máquina.
En una planta de transformación láctea, la loncheadora o envasadora antigua produce los formatos más rentables, pero su HMI propietario no publica nada a red. Cambiarla cuesta cientos de miles de euros y un mes de parada. iLEAN Connect coloca una cámara externa apuntando al panel y la planta digitaliza sus lecturas sin tocar la máquina.
La máquina más rentable de la planta es también la más ciega.
En una planta de transformación láctea, la loncheadora o envasadora que produce los formatos de mayor margen suele ser también la de más antigüedad en la línea: 10-20 años de vida, HMI propietario del fabricante original y una pantalla que muestra en tiempo real datos valiosos — pero que no salen de ahí.
- HMI propietario sin salida a red — la pantalla muestra peso medio, número de golpes, temperatura de barra y calidad de vacío, pero ese dato vive y muere en el cristal del panel. Nadie lo registra turno tras turno.
- Sustituir la máquina no es realista a corto plazo — una línea nueva con conectividad nativa cuesta más de 300.000 € y exige un mes de parada. Mientras la loncheadora siga produciendo dentro de tolerancia, ese CAPEX no se firma.
- Consecuencia directa en planta — cero correlación entre el parámetro fino de la máquina y la merma real por SKU, y cero capacidad de hacer un análisis de causa-raíz por lote cuando algo se desvía.
El resultado es una máquina crítica que produce bien la mayor parte del tiempo, pero de la que nadie puede explicar por qué un lote concreto dio más merma que otro — porque el único testigo de lo que pasó es una pantalla que nadie fotografía ni registra.
Connect en modo foto — la cámara mira el panel, la máquina sigue siendo ella.
El panel de la loncheadora no necesita un PLC nuevo ni una tarjeta de comunicaciones que ya no fabrica nadie. Necesita que lo que ya se muestra en pantalla — peso medio, golpes, temperatura de barra, vacío — quede registrado sin que dependa de que un operario lo apunte a mano. Para eso está Connect en modo foto sobre panel.
Una cámara industrial fija mira el HMI de la loncheadora. Connect lee la pantalla por OCR anclado al layout conocido, estructura cada lectura por SKU y lote, y la cruza con la Orden de Fabricación activa del ERP. Cuando la merma se dispara, el análisis de causa-raíz está listo en minutos, no en días.
Cómo opera Connect en el panel de la loncheadora:
- Cámara industrial fija sobre el panel — se instala mirando al HMI desde fuera, sin ningún cable ni conexión con la máquina. Captura la pantalla a intervalos regulares durante todo el turno.
- OCR con modelo de lenguaje anclado — cada captura se lee por OCR especializado en paneles industriales y se ancla al layout de esa pantalla concreta para extraer peso medio, número de golpes, temperatura de barra y calidad de vacío sin errores de interpretación.
- Estructura por SKU y lote, cruzada con el ERP — cada lectura queda ordenada en una serie temporal por SKU y por lote, y se cruza automáticamente con la Orden de Fabricación activa que ya existe en el ERP de la planta.
- Análisis de causa-raíz por lote en minutos — cuando un lote da más merma de lo esperado, el responsable de calidad filtra el histórico del panel para ese SKU y lote y ve en minutos qué parámetro se movió, en vez de reconstruirlo a memoria semanas después.
Loncheadora ciega vs. loncheadora con Connect al panel
| Aspecto | Antes | Con iLEAN Connect |
|---|---|---|
| Lecturas del HMI (peso medio, golpes, temperatura de barra, vacío) | Solo visibles en pantalla, nadie las registra | Capturadas por cámara y estructuradas por SKU y lote |
| Correlación parámetro fino vs. merma | Cero — no existe dato exportable de la máquina | Correlación automática, disponible por lote |
| Análisis de causa-raíz ante una merma alta | Días, sin datos de causa fiables | Minutos, con el histórico del panel a mano |
| Trazabilidad por SKU y lote de esta máquina | Reconstrucción manual o inexistente | Serie temporal automática, cruzada con la OF del ERP |
| Intervención sobre la máquina | Ninguna posible sin abrir el cuadro eléctrico | Ninguna — cámara externa, sin cableado ni PLC tocado |
| CAPEX de sustitución de la línea | Pendiente, sin fecha, sobre la mesa del comité | Aplazado indefinidamente mientras la máquina rinde |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico.
- Planta de transformación láctea con una o varias líneas de loncheado o envasado de 10-20 años, HMI propietario sin salida a red.
- Piloto Connect en modo foto sobre el panel de la máquina crítica — solo cámara externa, sin obra ni parada de línea dedicada.
- Payback orientativo entre 5 y 10 meses, según la frecuencia de mermas sin causa conocida y el coste de cada lote perdido en tu planta.
- Evitación de CAPEX de sustitución superior a 300.000 € por línea, al aplazar el cambio de máquina mientras siga rindiendo. Estimación a validar con tus datos.
Y la duda razonable del responsable de producción
«¿Y si la cámara lee mal un dígito de una pantalla de hace 15 años y me da un dato falso?» — la alucinación es un problema de la generación libre, no de las tareas ancladas. En tareas donde la IA se limita a recontextualizar un dato concreto de un soporte a otro — leer un campo fijo del panel y trasladarlo a una serie estructurada —, los mejores modelos bajaron el error por debajo del 1,5% [1]. Y aun así, lo crítico no se decide solo: Connect descarta la lectura cuando no alcanza el umbral de confianza y la persona revisa y firma el histórico. Los tres anillos de seguridad están ahí precisamente para esto.
[1] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre digitalizar el panel de una loncheadora antigua sin tocarla
¿Por qué no se puede simplemente cablear la máquina para sacar los datos?
Porque el HMI propietario de una loncheadora de 10-20 años normalmente no tiene protocolo industrial abierto ni puerto de datos accesible — el fabricante original ya no da soporte, o el cuadro de control es una caja cerrada que ni el integrador local se atreve a abrir sin perder la garantía residual o arriesgar una parada no planificada. Cablear la máquina implicaría abrir el armario eléctrico, identificar señales sin documentación fiable y asumir el riesgo de parar una línea que sigue siendo la más rentable de la planta. iLEAN Connect evita ese riesgo por completo: la cámara mira la pantalla desde fuera, igual que lo haría un operario, y no toca ni un cable del panel.
¿Hay que parar la línea para instalar la cámara?
No. La instalación es una cámara industrial fija sobre un soporte externo, apuntando al HMI desde una distancia y un ángulo que no interfieren con el operario ni con el acceso de mantenimiento. El montaje se hace en una parada programada breve — cambio de turno o limpieza —, no en una parada de producción dedicada. No hay conexión eléctrica ni de datos con la máquina: la cámara se alimenta y transmite de forma independiente, así que el riesgo de parada por la instalación es prácticamente nulo.
¿Cómo lee el OCR una pantalla antigua de forma fiable?
El sistema combina OCR especializado en paneles industriales con un modelo de lenguaje anclado al layout conocido de esa pantalla concreta — no intenta «entender» la máquina de forma genérica, sino leer los mismos campos (peso medio, número de golpes, temperatura de barra, calidad de vacío) en la misma posición, captura tras captura. Es una tarea de recontextualización anclada, no de generación libre: en ese tipo de tareas los mejores modelos bajan el error por debajo del 1,5%. Cuando una lectura no alcanza el umbral de confianza — reflejo, pantalla apagada, dígito parcialmente tapado — Connect descarta esa captura en vez de forzar un valor.
¿Qué pasa si el HMI cambia de layout con una actualización del fabricante?
Es poco frecuente en máquinas de 10-20 años sin contrato de soporte activo, pero si ocurre — o si simplemente cambia el idioma de la pantalla o el operario navega a otra vista — Connect lo detecta como una desviación de layout y deja de estructurar automáticamente esa lectura hasta que se reancla el modelo a la nueva disposición de campos, un ajuste de configuración, no una reinstalación. Mientras tanto no se inventa ningún dato: la captura queda marcada para revisión y el histórico previo sigue intacto.
¿Cómo se usa el dato del causa-raíz en la práctica?
El responsable de calidad o de línea entra al histórico por SKU y lote y ve, en la misma serie temporal, la lectura del panel (peso medio, golpes, temperatura de barra, vacío) cruzada con la merma real de ese lote y la OF activa del ERP. En vez de reconstruir a mano qué pasó hace tres turnos, filtra por el SKU con más merma y comprueba en minutos si el patrón se repite con una combinación concreta de parámetros — por ejemplo, una temperatura de barra baja en los primeros golpes de cada arranque. Ese análisis, que hoy no existe porque el dato nunca sale de la pantalla, es la base para ajustar el parámetro antes de que la merma se repita en el siguiente lote.
Cuéntanos tu caso y te pasamos en 48h el ROI estimado de este proyecto de IA para digitalizar la máquina crítica de tu planta de transformación láctea.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Pedir ROI estimado en 48h ‹ Ver todos los casos de queso transformado Ver alimentaria