Poka-yoke por visión en trefilado y alambrón
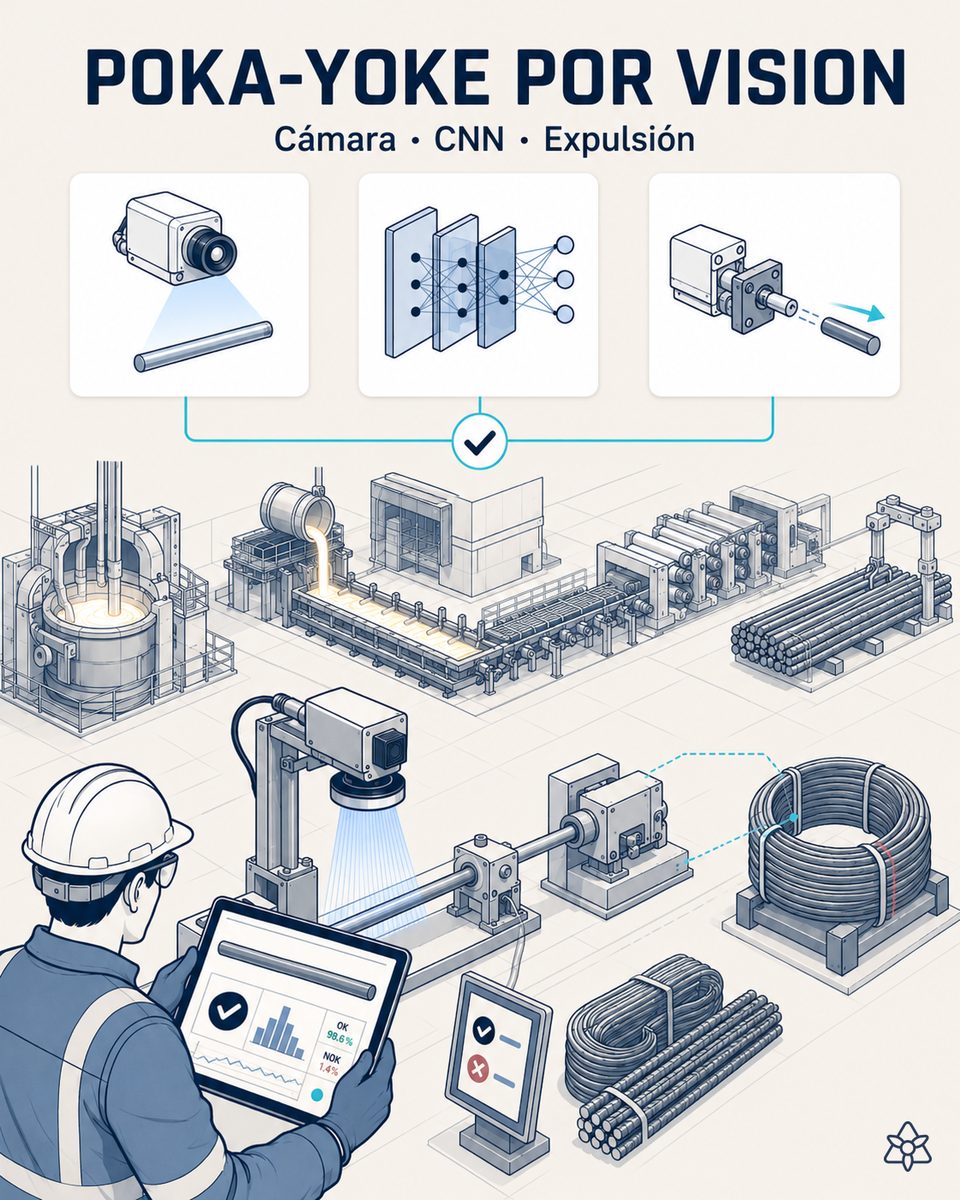
A la cadencia de una línea de trefilado o de un molino de alambrón el ojo humano no puede: pasan metros de alambre por segundo y el defecto superficial — marca, rasguño, ovalización, doble cordón, oxidación incipiente — se cuela por donde nadie mira. iLEAN Edge coloca una cámara industrial de alta velocidad sobre la línea, infiere en milisegundos por metro con una CNN local y marca o expulsa el tramo defectuoso antes del acopio del coil. Jidoka AI puro: el proceso detecta su propio defecto y reacciona.
El control 100% visual humano es imposible a cadencia real.
En una línea de trefilado o en un molino de alambrón pasan metros de alambre por segundo delante de cualquier puesto de inspección. A esa velocidad, pedir a una persona que garantice la superficie de cada metro no es exigente: es físicamente imposible. Lo que existe en la práctica es una inspección por muestreo cada N metros — o coil a coil, sobre los extremos —, y el muestreo tiene dos problemas estructurales.
- Deja huecos — calidad comprueba una fracción mínima del metraje. La marca de rodillo, el rasguño longitudinal, la ovalización fuera de tolerancia, el doble cordón o la oxidación incipiente en la zona de enfriamiento se cuelan exactamente por los metros que nadie mira. En vocabulario Lean: el poka-yoke no existe, existe la esperanza estadística.
- Viaja al cliente — el defecto que el muestreo no cazó lo encuentra el cliente al decoilar. Y no es un tramo perdido: es una reclamación cara — devolución del coil, inspección del stock en tránsito, discusión técnica sin evidencia por metro — que erosiona la homologación como proveedor.
La consecuencia es la peor muda de todas: la del defecto que consumió trefilado, recocido y transporte antes de descubrirse. En acero largo para clientes exigentes — automoción, fijaciones, muelle — el coste de que el defecto salga de la planta se dispara muy por encima del coste del scrap interno.
iLEAN Edge — cámara de alta velocidad, CNN local y marcado o expulsión antes del acopio del coil.
El problema no es de criterio — el responsable de calidad distingue perfectamente una marca de una sombra de laminación — es de cadencia y atención sostenida, justo donde la visión artificial gana. iLEAN Edge replica el criterio del inspector veterano a la velocidad de la línea, metro a metro, sin fatiga. Es el poka-yoke que el muestreo nunca pudo ser.
Edge ve cada metro de alambre antes del acopio del coil. La CNN local distingue marca, rasguño, ovalización, doble cordón y oxidación incipiente. El actuador marca o expulsa el tramo defectuoso sin parar la línea. Funciona sin nube y sin enviar una sola imagen fuera de la planta — aunque el molino esté en una nave con conectividad limitada. Cada tramo queda registrado con timestamp, trazable a la colada y al coil.
La pieza concreta de iLEAN para una línea de trefilado o un molino de alambrón:
- Edge — terminal físico con cámara industrial de alta velocidad instalada sobre la línea, antes del acopio del coil. Lleva una CNN local sobre GPU industrial, entrenada con ejemplos del calibre concreto y del acabado concreto del cliente. Inspecciona marca de rodillo o de guía, rasguño longitudinal, ovalización fuera de tolerancia, doble cordón y oxidación incipiente en la zona de enfriamiento. La inferencia es local, sin envío de imagen a la nube — sin latencia, sin coste de ancho de banda, y sin depender de una conectividad que en muchas plantas EAF es limitada justo en el molino —: cuando detecta defecto, dispara el marcado o la expulsión del tramo antes del acopio del coil. Jidoka AI: el proceso reacciona a su propio defecto en el instante, no en la auditoría.
- Connect — captura la orden de fabricación, la colada, el calibre y el coil en curso, venga del ERP o del MES. Cada tramo marcado o expulsado por Edge queda firmado con timestamp y ligado a la colada y al coil, así que la trazabilidad que exige el cliente es automática, no una reconstrucción manual.
- Agente — vive en Central, cruza el histórico de Edge (metros marcados por hora, por tipo de defecto, por turno) con la OF y el calibre de Connect. Si la marca se dispara siempre tras un cambio de hilera concreto, no manda un email a medianoche: presenta la hipótesis ya cruzada al responsable de calidad, que valida y decide. La persona pone el criterio; el sistema hace el gemba walk de los datos.
El terminal Edge se instala sobre la línea existente, sin obra en la trefiladora ni en el molino. Y el modelo CNN no es una caja negra que muta sola: cada versión se documenta, se valida contra un set de tramos conocidos y se aprueba por calidad antes de entrar en producción, con registro de qué versión estaba activa en cada coil.
Inspección por muestreo vs. inspección con iLEAN Edge
| Aspecto | Inspección por muestreo | Con iLEAN Edge en la línea |
|---|---|---|
| Cobertura de la inspección | Muestreo del 1-2% del metraje, cada N metros | Control del 100% del metraje, a cadencia real |
| Marca de rodillo / rasguño longitudinal | Depende de que caiga justo en la muestra | CNN local en cada metro, sin excepción |
| Ovalización / doble cordón | Se descubre al decoilar, en el cliente | Tramo marcado o expulsado antes del acopio del coil |
| Oxidación incipiente en zona de enfriamiento | Aparece semanas después, en la recepción del cliente | Detectada en línea como cambio de tonalidad, antes del acopio |
| Reclamaciones por defecto superficial | Devolución del coil + inspección del stock + homologación en riesgo | Reducción drástica (estimación a validar) |
| Certificación del coil | Certificado sobre muestreo, sin evidencia por metro | Cada coil sale con certificación por visión del 100% del metraje |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico.
- Trefilería o molino de alambrón con líneas que mueven metros de alambre por segundo y control actual por muestreo cada N metros o sobre los extremos del coil.
- Piloto Edge sobre una línea — cámara industrial de alta velocidad + actuador de marcado o expulsión antes del acopio del coil, sin obra en la máquina. Primer valor esperable en pocas semanas.
- Payback orientativo entre 5 y 12 meses, según el ratio de scrap actual y el peso de las reclamaciones cliente. Estimación a validar contra tu histórico.
- Reducción esperable de la reclamación por defecto superficial: drástica al pasar del muestreo del 1-2% al control del 100% del metraje. (Estimación a validar con tu histórico.)
- La palanca estratégica es la expedición certificada por visión: cada coil sale con el 100% de su metraje inspeccionado y documentado — un requisito creciente de los Tier 1 de automoción hacia sus proveedores de acero largo. Habilita negocio, no solo ahorra scrap.
Y la duda razonable del responsable de calidad
«¿Y si la IA se equivoca y deja pasar una marca?» — la alucinación es un problema de la generación libre, no de las tareas ancladas. En tareas donde la IA se limita a clasificar una imagen contra patrones conocidos (este metro de alambre coincide con el patrón «bueno» o con el patrón «defecto»), los mejores modelos bajaron el error por debajo del 1,5% [1]. Y aun así, no se decide en el vacío: el responsable de calidad ve el histórico de cada turno, valida los falsos positivos en la propia interfaz de Edge y el reentreno entra con cada versión del modelo documentada y aprobada. La línea no para mientras se entrena. La persona pone el criterio; la máquina mantiene el ciclo girando.
[1] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre el poka-yoke por visión en trefilado
¿Qué defectos concretos detecta iLEAN Edge en trefilado y alambrón?
Los que acaban en reclamación del cliente. En superficie: marca de rodillo o de guía, rasguño longitudinal y oxidación incipiente en la zona de enfriamiento, visible como cambio de tonalidad antes de que el óxido sea evidente a simple vista. En geometría: ovalización fuera de tolerancia y doble cordón. La CNN se entrena con ejemplos reales del calibre concreto y del acabado concreto del cliente, así que el criterio de aceptación es el tuyo, no uno genérico: el tramo defectuoso se marca o se expulsa antes del acopio del coil.
¿A qué cadencia real inspecciona Edge sin convertirse en el cuello de botella de la línea?
A la cadencia de la propia línea. Una trefiladora o un molino de alambrón mueven metros de alambre por segundo, y la CNN local infiere en milisegundos por metro sobre GPU industrial: la visión nunca es el cuello de botella — el límite lo pone el actuador de marcado o de expulsión, no el modelo. La señal de defecto llega antes del acopio del coil, la línea no se ralentiza y ningún metro pasa sin inspección. Es jidoka en su definición literal: el proceso detecta su propio defecto y reacciona sin depender de la atención de una persona.
¿Cómo se entrena la CNN con el calibre y el acabado propios de mi línea?
Con ejemplos reales de tu producto, no con una librería genérica de acero. El responsable de calidad marca tramos buenos y tramos con cada tipo de defecto — marca, rasguño, ovalización, doble cordón, oxidación incipiente — del calibre concreto y del acabado concreto de la línea (brillante, recocido, galvanizado…). La CNN aprende el patrón visual de ese alambre bajo esa iluminación y esa velocidad. Cuando cambia el calibre o entra un acabado nuevo, se reentrena con las nuevas muestras y cada versión del modelo se documenta, se valida contra un set de tramos conocidos y se aprueba por calidad antes de entrar en producción, con registro de qué versión estaba activa en cada coil.
¿Funciona Edge sin nube? Mi molino tiene conectividad limitada.
Sí — y es el caso de diseño, no la excepción. Edge es un terminal físico on-premise con la CNN cargada sobre GPU industrial en el propio dispositivo: la inferencia es local y ninguna imagen sale a la nube, así que no hay latencia, ni coste de ancho de banda, ni dependencia de la red. Muchas plantas EAF tienen conectividad limitada precisamente en la nave del molino; Edge sigue inspeccionando cada metro y disparando el marcado o la expulsión aunque no haya red. Cuando la conexión vuelve, el registro firmado de cada tramo sube para cruzarse con la trazabilidad de la colada y del coil.
¿Qué es la expedición certificada por visión y por qué la piden los Tier 1?
Que cada coil salga acompañado de un registro verificable: el 100% de su metraje ha pasado por inspección por visión, con timestamp, versión del modelo CNN y evidencia de imagen de cada tramo marcado o expulsado. Es un requisito creciente de los Tier 1 de automoción hacia sus proveedores de acero largo: frente a un certificado basado en muestreo, la certificación por visión documenta el metraje completo, no una fracción. Y ante una reclamación, la evidencia por metro permite acotar la discusión al tramo concreto — con su imagen y su timestamp — en lugar de asumir la devolución del coil entero.
Que el defecto no llegue al coil — te pasamos en 48h el ROI estimado de este proyecto de IA para tu línea de trefilado.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Prueba en tu línea con 200 metros de referencia ‹ Ver todos los casos de acero largo Ver siderurgia