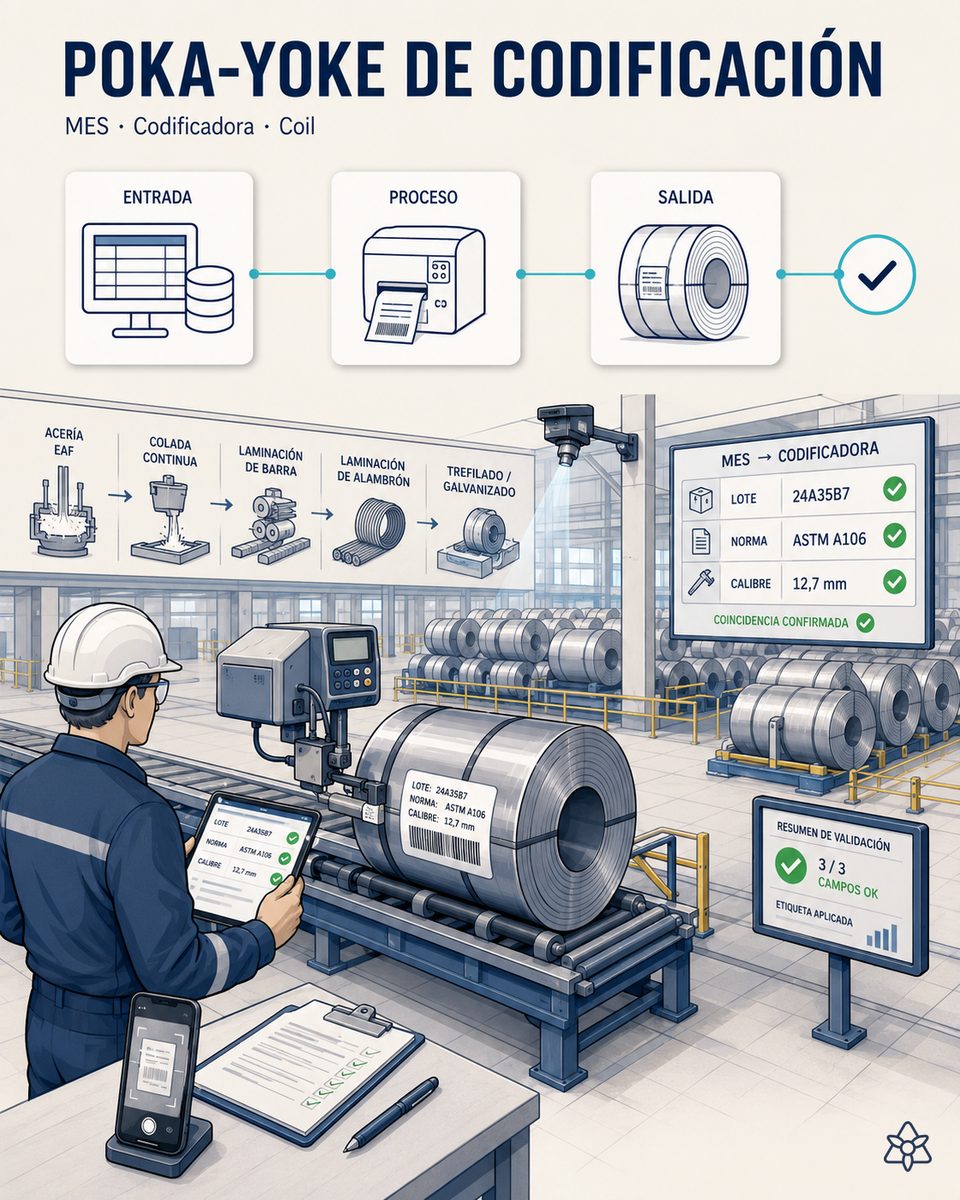
Poka-yoke de codificación de coil
La etiqueta del coil lleva colada, norma, calibre, peso y cliente destino. La codificadora suele ser moderna y tiene API — pero está aislada, y el tecleo manual sigue siendo el método estándar a cada cambio de colada. Con iLEAN Connect queda cosida al ERP y al MES: los datos viajan del sistema al coil sin tecleo intermedio. Poka-yoke puro.
La codificadora tiene API — pero la colada se sigue tecleando a mano a cada cambio.
En una planta de acero largo, la etiqueta del coil es el documento de identidad del material: colada, norma, calibre, peso y cliente destino. Todo eso ya vive en el ERP y en el MES — y aun así, cuando hay cambio de colada, alguien lo traduce a mano en el panel de la codificadora, porque el equipo, aunque moderno y con API, está aislado de los dos sistemas.
- Tecleo manual a cada cambio de colada — cuando entra la nueva colada, alguien teclea en el panel de la codificadora el número de colada, comprueba la norma y el calibre y ajusta la etiqueta del cliente destino. Un panel, varias oportunidades de error, ningún cruce con el ERP ni con el MES.
- Un dedo mal puesto es media producción comprometida — un dígito de colada equivocado convierte media producción en coils con etiqueta errónea: confusión de stock durante semanas y, en el peor caso, la reclamación de un Tier 1 de automoción y una no conformidad IATF. Estimación a validar con los datos de tu planta, pero el orden de magnitud es ese.
- El material certifica por colada — el certificado de calidad del coil cuelga del número de colada: si la etiqueta no corresponde al material real, la cadena de trazabilidad se rompe justo en el eslabón que el cliente audita primero.
El ERP sabe qué pedido y qué cliente destino tocan; el MES sabe qué colada está corriendo en el tren. Pero ninguno de los dos se lo dice a la codificadora: alguien tiene que traducirlo a mano, con el atado esperando y el riesgo de reclamación encima de la mesa.
Connect cose el MES, el ERP y la codificadora vía API — el cambio de colada deja de ser un teclear y pasa a ser un evento del MES.
El cambio de colada no necesita más pantallas ni más transcripciones: necesita que el dato que ya vive en el MES y en el ERP llegue a la codificadora en el momento exacto, sin que nadie lo reescriba. Para eso está Connect.
Cuando el MES marca arranque de coil o de atado, publica automáticamente colada, norma, calibre y peso a la codificadora. Y la codificadora no imprime si el ERP y el MES no coinciden.
Cómo opera Connect en la línea de codificación de un tren de acero largo:
- Connect cose sistemas modernos vía API — la codificadora ya tiene interfaz moderna, sea del tipo Domino, Videojet, Markem-Imaje o Zebra industrial; Connect se conecta a ella, al MES y al ERP sin tocar el PLC del tren ni sustituir ningún equipo.
- El MES publica al arrancar el coil o el atado — colada, norma, calibre y peso llegan a la codificadora en el mismo instante en que el MES marca el arranque, en una sola transacción.
- El cambio de colada deja de ser un teclear — pasa a ser un evento en el MES: cuando el MES registra la nueva colada, Connect la publica; nadie vuelve a escribirla en el panel de la codificadora.
- Enclavamiento ERP ↔ MES antes de imprimir — Connect cruza lo que declara el MES contra el pedido del ERP; si un solo campo difiere, la codificadora no imprime: retiene y avisa a la persona con el campo exacto que no cuadra.
- La etiqueta del cliente viaja con el pedido — norma, calibre y plantilla de etiqueta del cliente destino van asociados al pedido en el ERP; el cambio entre clientes deja de depender de navegar menús en el panel.
- Registro del cambio para el auditor — qué se publicó, a qué hora, a qué equipo y con qué confirmación queda archivado, sin que nadie tenga que reconstruirlo para la auditoría del cliente.
Colada tecleada en el panel vs. colada publicada desde el MES
| Aspecto | Codificadora aislada, tecleo manual | Con iLEAN Connect |
|---|---|---|
| Cambio de colada en la codificadora | Tecleado a mano en el panel a cada colada | Un evento en el MES — publicado automático |
| Errores de tecleo en colada, norma o calibre | 2-3 al mes, algunos con reclamación o confusión de stock asociada | Cero error de origen humano en codificación de coil |
| Confusión de stock por etiqueta errónea | Semanas hasta detectarla y depurarla | Eliminada en origen — la etiqueta sale del dato del MES |
| Coherencia ERP ↔ MES ↔ etiqueta | Nadie la comprueba antes de imprimir | La codificadora no imprime si los dos sistemas no coinciden |
| Riesgo de reclamación de Tier 1 y no conformidad IATF | Latente en cada cambio de colada | Eliminado el error de origen humano que la dispara |
| Registro del cambio para el auditor | Reconstrucción a posteriori entre sistemas | Archivado automático: qué, cuándo y con qué confirmación |
Estimación de impacto para tu planta — a validar con tus números.
El siguiente bloque es una estimación a validar con los datos concretos de tu planta. Lo planteamos para que el comité tenga un orden de magnitud; lo refinamos en el diagnóstico.
- Planta de acero largo con codificadora de coil relativamente moderna equipada con API y varios cambios de colada por turno, sirviendo a varios clientes y normas distintas.
- Piloto Connect sobre el cambio de colada — cose la codificadora al ERP y al MES por API, sin sustituir equipos ni tocar el PLC del tren. Primer valor esperable en pocas semanas.
- Payback rápido estimado entre 3 y 6 meses, según la frecuencia de cambios de colada por turno y el coste de cada confusión de stock. Estimación a validar.
- La palanca dura es la reducción drástica del riesgo de reclamación por etiquetado erróneo y de confusión de stock: un solo coil mal etiquetado en un Tier 1 de automoción puede costar entre contención, selección y no conformidad IATF mucho más que el piloto entero. Además, este poka-yoke es la base natural del anillo cuatro del flagship contra la desviación por colada. Estimación a validar.
Y la duda razonable del responsable de calidad
«¿Y si la IA se inventa una colada o un calibre?» — no puede: en este caso la IA no genera datos, los transporta anclados. La colada, la norma, el calibre y el peso salen tal cual del MES y del pedido del ERP; la alucinación es un problema de la generación libre, no de las tareas ancladas, donde los mejores modelos bajaron el error por debajo del 1,5% [1]. Y aun así, lo crítico no se decide solo: Connect cruza el ERP y el MES antes de publicar, lee de vuelta lo que la codificadora confirma haber aplicado y retiene la impresión si algo difiere, avisando a la persona antes de que salga la primera etiqueta. Los anillos de seguridad están ahí precisamente para esto.
[1] Paper OpenAI «Why Language Models Hallucinate», 2025 — sobre fiabilidad de la IA en tareas ancladas.
Lo que se pregunta sobre coser la codificadora de coil al ERP y al MES
¿Qué protocolos o API usa la integración entre la codificadora de coil, el MES y el ERP?
Connect se conecta a la codificadora por API REST u OPC-UA, según lo que exponga el equipo — las codificadoras industriales modernas tipo Domino, Videojet, Markem-Imaje o Zebra industrial ya traen alguna de las dos. Del lado del MES y del ERP, Connect se integra por API REST o webhook sobre los eventos de producción — arranque de coil, arranque de atado, cambio de colada — sin tocar la base de datos directamente ni el PLC del tren. No hay ficheros intermedios ni exportaciones manuales: cuando el MES marca el arranque, la colada, la norma, el calibre y el peso se publican a la codificadora en una sola transacción, evento a evento.
¿Qué pasa si la codificadora pierde conexión a mitad de un atado?
El tren no se para: la codificadora sigue imprimiendo con la colada, la norma y el calibre que ya tiene aplicados y confirmados, porque el dato se publicó completo al arranque del atado. Lo que Connect hace es retener el siguiente cambio: si al cerrar el atado o arrancar el siguiente la conexión no está disponible, no deja arrancar con datos a medias y avisa al jefe de línea con frase corta. Como salida de emergencia existe el modo manual de siempre — teclear en el panel como hoy — pero con el dato validado impreso desde el MES, no de memoria. Connect no añade un punto único de fallo: se aparta sin bloquear la línea.
¿Cómo funciona el enclavamiento «la codificadora no imprime si el ERP y el MES no coinciden»?
Antes de publicar nada, Connect cruza las dos fuentes: la colada, la norma y el calibre que declara el MES para el coil en curso contra lo que dice el pedido o la orden de fabricación en el ERP — cliente destino incluido. Si las dos versiones coinciden, publica el paquete a la codificadora y suelta la impresión; si difieren en un solo campo, retiene la codificación y avisa a la persona indicando el campo exacto que no cuadra. Además, la codificadora confirma de vuelta qué datos ha aplicado y Connect los compara contra lo publicado antes de dar por bueno el arranque. Es un enclavamiento de datos, no de máquina: nadie pierde el control del equipo, pero ninguna etiqueta sale con una colada que los dos sistemas no respalden.
¿Cómo se gestiona una línea multi-norma y multi-cliente?
La norma y el formato de etiqueta viajan asociados al pedido en el ERP: cada coil lleva consigo qué norma aplica, qué calibre, qué campos exige el cliente destino y qué plantilla de etiqueta le corresponde. Al arrancar el coil o el atado, Connect publica ese paquete completo y la codificadora carga la plantilla correcta sin que nadie la seleccione a mano en el panel. Cambiar de un cliente a otro — o de una norma a otra dentro del mismo turno — deja de ser navegar menús en la codificadora: es el propio pedido el que dicta la etiqueta, que es exactamente donde hoy se cuela un coil etiquetado con la norma del pedido anterior.
¿Esto sustituye al operario del tren o lo libera?
No lo sustituye: le quita el tecleo de la colada, la norma y el calibre en el panel a cada cambio, que es la parte mecánica y propensa a error del trabajo — y la que puede acabar en una confusión de stock o en una reclamación de un Tier 1 de automoción. El cambio de colada pasa de teclear en la codificadora a un evento que ya existe en el MES. El tiempo recuperado vuelve a lo que sí requiere criterio humano: la revisión de la primera etiqueta impresa, el control del flejado y del arranque real del atado, y la supervisión del propio tren.
Cierra el poka-yoke de codificación en tu línea — kick-off en 2 semanas. Cuéntanos tu caso y te pasamos en 48h el ROI estimado para tu planta.
Trabajamos sobre los datos reales de tu planta, no sobre los nuestros. Diagnóstico sin compromiso.
Cerrar el poka-yoke de codificación en tu línea ‹ Ver todos los casos de acero largo Ver siderurgia